同位素分离
目录:
一、同位素分离物理和化学理论基础及科学理论突破
二、同位素分离技术的难点和主攻方向及技术进展
三、同位素分离的一般工艺过程及控制条件和控制参数
四、同位素分离生产检测设备和仪表及国产化进展
五、核裂变发电过程中的同位素分离技术
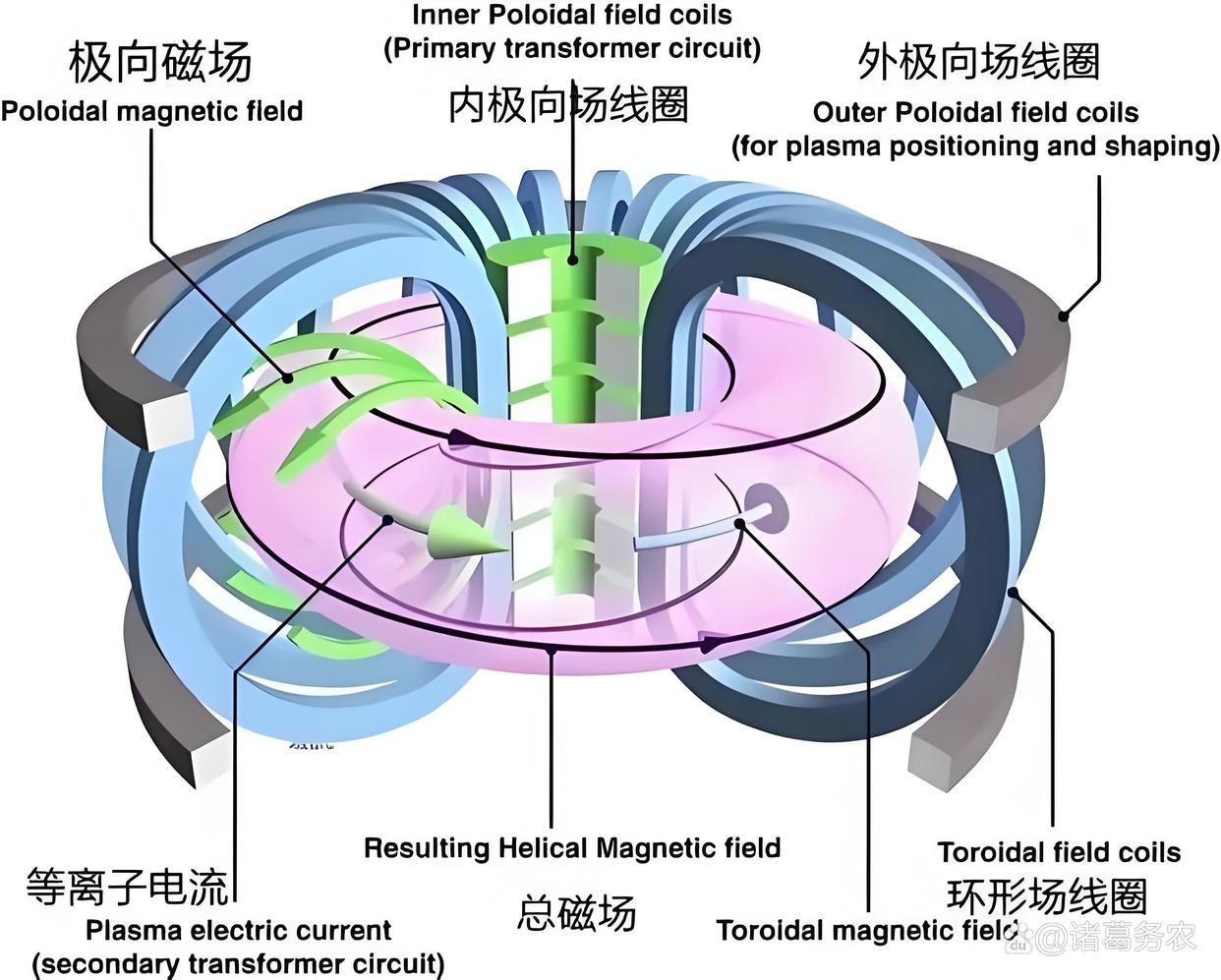
六、核聚变发电过程中的同位素分离技术
七、钍反应堆发电过程中的同位素分离技术
八、同位素分离技术在核废料处理过程中的应用

二维仿生膜结构及在同位素分离中的应用
一、同位素分离物理和化学理论基础及科学理论突破
(一)同位素分离的物理与化学理论基础
1. 同位素效应与分馏机制
质量差异效应:同位素因中子数不同导致质量差异,进而影响其零点能、振动频率及化学键强度。轻同位素(如¹H、⁶Li)的零点能更高,键能更弱,在物理(扩散、蒸发)或化学(反应速率)过程中优先富集。
Bigeleisen-Mayer公式:基于简谐振动近似,量化同位素平衡分馏系数(α),公式为:

其中Δm为质量差,T为温度。该模型是稳定同位素地球化学的基石,但对大分子体系需引入高级校正。
动力学分馏:非平衡过程(如扩散、单向反应)中,轻同位素因迁移速率更快而富集,例如氢同位素在膜分离中的选择性渗透。
2. 分离技术的物理化学基础
激光分离(AVLIS/MLIS):基于同位素超精细结构差异,如²³⁵U(502.74 nm)与²³⁸U(502.73 nm)吸收峰位移,通过调谐激光选择性电离。
化学交换法:利用同位素反应动力学差异(如Girdler硫化法分离氘),轻同位素反应速率更高。
量子限域效应:石墨烯层间限域空间可放大核量子效应,使H₂O/D₂O扩散速率差异显著增强(如GO/PG/GO膜分离因子达210)。

水同位素识别的扩散调节机制
(二)关键科学理论突破
1. 同位素分馏理论的修正与扩展
高级校正模型:中科院团队修正Urey模型,引入量子化学计算光谱能量项,使大分子体系(如蛋白质-水体系)的分馏计算精度提升,填补了传统实验光谱法的不足。
质量不相关分馏:发现氧同位素(δ¹⁷O≠0.52δ¹⁸O)在光化学反应中的异常分馏,为行星大气演化研究提供新工具。
2. 新材料与分离机制创新
动态多孔材料(MOFs/PCPs):华南理工大学团队设计温度响应型MOFs,通过“动态门”调控水同位素(H₂O/D₂O)扩散速率,室温下分离系数达210,突破传统蒸馏限制。
宏观异质结膜(GO/PG/GO):兰州大学团队利用石墨烯层间限域效应,实现D₂O/H₂O高效筛分,能耗仅3.66 GJ,为氢同位素分离提供绿色方案。
多孔单晶材料:上海交大开发兼具单晶周期性与多孔传质特性的新材料,通过纳米孔流体调控实现轻同位素高通量分离。
3. 激光分离技术的理论优化
镱同位素(¹⁷⁵Yb)分离:印度Bhabha研究中心通过密度矩阵计算优化激光参数(功率、带宽),实现42%富集度,日产1.5 mg(1350患者剂量),纯度99.9999%。
多光子电离模型:AVLIS技术中,逐级电离(三光子)理论降低能耗,较气体离心法效率提升倍4。
(三)总结:未来理论与技术方向
1. 同位素分离理论和技术方向

同位素分离理论和技术方向
2. 总结
同位素分离理论从Urey的经典热力学模型,发展到如今的量子限域、动态MOFs等前沿领域,核心突破在于:
理论层面:修正分馏模型、揭示质量不相关效应;
材料层面:石墨烯异质结、多孔单晶等新材料实现能耗革命;
技术层面:激光参数优化、AI辅助设计推动产业化。
未来,随着量子计算与多尺度模拟的深入,同位素分离将迈向“原子级精准操控”,为核能、医学及太空资源开发提供基石支撑。

水蒸馏系统中气-液-固同位素交换示意图
二、同位素分离技术的难点和主攻方向及技术进展
原子分离及同位素分离技术是核能、医疗、国防和高端制造等领域的关键支撑技术,其发展直接影响国家能源安全、战略资源自主可控以及高端产业的国际竞争力。
(一)技术难点
1. 物理化学性质高度相似
同位素(如²³⁵U/²³⁸U、H/D/T、⁶Li/⁷Li)的化学性质几乎相同,仅因中子数不同导致微小质量差异,传统分离方法效率极低。
例如,氕(H)、氘(D)、氚(T)的沸点仅相差1-3℃,传统蒸馏法分离能耗极高。
2. 极端环境要求
部分技术(如低温精馏、电磁分离)需超低温(-100℃)、超高速离心(>5万转/分)或强磁场,设备复杂且维护成本高。
3. 放射性危害与材料耐受性
核废料中的锕系元素(如Am、Cm)具有强放射性,传统萃取剂易辐照分解,分离过程需耐腐蚀材料(如SiC复合材料)。
4. 短寿命核素分离
医用同位素(如²¹²Pb,半衰期10.6小时)需快速分离纯化,否则因衰变损失。
(二)研究热点
1. 低能耗分离技术
激光分离(SILEX):利用同位素原子/分子对特定波长激光的吸收差异选择性激发,如中核集团研发的硼同位素SILEX样机。
催化质子交换(CPE):苏州大学采用MIL-101(Cr)金属有机框架材料,使氚水分离效率提升4个数量级。
2. 仿生膜与智能材料
兰州大学开发二维仿生膜,通过细菌表面超铀结合蛋白(SUP)选择性捕获铀酰离子(UO₂²⁺),拦截率近100%。
3. 多技术耦合
电磁分离+化学交换:提升铷-87同位素纯度,支撑北斗卫星原子钟。
熔盐-超临界CO₂协同萃取:用于钍基熔盐堆燃料循环,分离效率提升30%。
4. 核废料资源化
从核废料中提取医用同位素(如²²⁵Ac、²¹²Pb),南华大学开发硅基吸附树脂,回收率>99%。

水同位素分离实验装置及其效果示意图
(三) 主攻方向
1. 核燃料循环(铀、钍同位素)
气体离心法仍是铀浓缩主流,但激光法(SILEX)是未来方向。
钍基熔盐堆需在线分离²³³Pa(半衰期27天),防止中子损失。
2. 氚管理与聚变燃料
聚变堆需高效分离氘(D)/氚(T),NASA探索金属晶格约束聚变(LCF)实现室温氚富集。
3. 医用同位素规模化生产
中科院近代物理所利用重离子加速器同步分离²²⁵Ac和²²³Ra,纯度>92%。
4. 锕系-镧系分离
采用TODGA萃取剂(选择性比100:1)减少核废料长期放射性。
(四)研究进展
1. 硼同位素分离技术:打破国际垄断,百吨级基地落地
1)低温精馏法实现工程化突破
中核集团原子能院胡石林院士团队攻克低温精馏法规模化生产技术,稳定产出丰度70%的富集硼-10产品。该技术通过超低温(-100℃)精密筛分,能耗降低40%、效率提升3倍,并首次实现在同一装置中同步分离硼-10和硼-11。
2)全球最大生产基地在宜昌投产
规模:总投资10亿元,建设130米高分离塔,设计年产能165吨硼-10和6吨硼-11,2026年12月投产后将成为全球产能最大、技术最先进的硼同位素生产基地。
战略意义:解决核电“安全密码”(硼酸用于反应堆功率调节)、硼中子癌症治疗核心原料长期依赖进口问题,支撑千亿级特种材料产业集群。

百吨级硼同位素生产基地效果图
2. 水同位素分离创新:氚水净化效率革命性提升
催化质子交换(CPE)技术突破:利用金属有机框架材料MIL-101(Cr)构建固-液-气三相反应体系,其开放金属位点激活水分子,刚性骨架稳定质子转移路径,将同位素交换能垒降至飞秒级,打破传统蒸馏的液-气两相限制。
工业化应用前景:10米蒸馏塔实验显示:分离效率提升超4个数量级,理论塔板高度减半。该技术为核废水深度除氚提供高效、低能耗方案,且材料成本低、稳定性强,具备大规模推广潜力。
3. 铷同位素电磁分离:保障北斗“心脏”自主可控
原子能院电磁分离器首次市场化:2023年签署合同为河北铷铯科技研发两台新型分离器,2025年投产后将提升铷-87同位素产能,支撑北斗卫星铷原子钟核心材料国产化。
技术地位:国内唯一掌握完全自主知识产权电磁分离技术的单位,指标达国际先进水平。
4. 其他同位素分离技术进展
激光激发分离(SILEX):原子能院研制出国内首个硼同位素SILEX分离系统样机,为低能耗、高效率浓缩技术开辟新路径。
多元素稳定同位素分离:核理化院实现公斤级丰度99%钼-100、高丰度镱等同位素分离,覆盖碳、氙、硅等数十种元素,支撑高端半导体和核医学材料需求。
大型科学装置前瞻布局:北京在线同位素分离丰中子束流装置(BISOL):结合反应堆与强流离子加速器双源驱动,预计2025年建成,可产生强度提升100倍的极端丰中子束,推动超重核合成等前沿研究。

同位素分离技术应用领域和产业化进展

同位素分离技术主要成果进展
5. 成果进展意义
产业驱动:从实验室到百吨级产能(如宜昌基地),产学研深度融合加速技术转化,形成“科研赋能产业、产业反哺科研”的正循环。
安全与创新并重:硼同位素国产化保障核电安全;氚分离技术破解核废水处理瓶颈;铷同位素支撑北斗系统自主可控,全面强化产业链韧性。
新质生产力标杆:同位素分离技术作为高端制造与战略性新兴产业交叉点,推动新材料、核医疗、量子科技等领域升级,契合国家新质生产力发展要求。

同位素电磁分离器
(五)总结:未来挑战与方向
1. 挑战与发展方向
能耗优化:低温精馏与大型电磁分离器能耗仍较高,需探索激光分离等低耗技术规模化路径。
绿色低碳化:电化学嵌入法(如⁶Li分离)取代高耗能化学交换;超临界流体萃取减少有机溶剂污染。
多学科协同融合:BISOL装置(反应堆+加速器)产生极端丰中子束,推动超重核研究,融合核物理、加速器技术、材料科学,凸显大科学工程对前沿突破的基石作用。
智能化与AI辅助:机器学习优化萃取剂分子设计(如TODGA智能化筛选)。
规模化与产业化:宜昌硼同位素基地(2026年投产)、河北铷分离项目(2025年)标志国产化突破。
国际合作竞争:美日垄断部分同位素市场,需加快国产技术标准国际化,抢占战略资源定价权。
2. 总结:
从三峡之畔的百米精馏塔到飞秒级质子交换,中国同位素分离技术正以“零下100℃的冷峻锋芒,熔铸高精材料的时代脊梁”,标志着我国从技术追随者向全球领跑者的历史性跨越。
从“卡脖子”到自主可控,中国在低温精馏、仿生膜、激光分离等领域已跻身国际前列。未来,低能耗、智能化、多技术耦合将成为主流,推动核能、医疗、量子科技等战略产业发展。

SILEX浓缩硼同位素分离实验系统
三、同位素分离的一般工艺过程及控制条件和控制参数
同位素分离是一个复杂的过程,涉及多种技术手段,其工艺过程和控制条件因目标同位素、分离方法(如气体离心法、激光法、化学交换法等)以及应用场景的不同而有所差异。
(一)同位素分离的一般工艺过程
同位素分离通常包括以下几个主要步骤:
1. 原料预处理
将原料(如天然铀、锂盐、硼化合物等)转化为适合分离的物理或化学形态(如UF₆气体、LiCl溶液、BF₃气体等)。去除杂质,避免干扰后续分离过程。
2. 分离过程
物理分离法(如气体离心法、激光法、电磁分离):利用同位素的质量、光谱或电磁性质差异进行分离。
化学分离法(如化学交换精馏、溶剂萃取):利用同位素在化学反应中的动力学或热力学差异进行分离。
电化学分离法(如锂同位素电渗析):利用同位素在电场作用下的迁移速率差异进行分离。

锂同位素多级电化学分离方法
3. 富集与纯化
通过多级分离(如级联塔、多级离心机)逐步提高目标同位素的丰度;去除副产物和杂质,确保最终产品达到所需纯度。
4. 产物收集与后处理
收集目标同位素(如高丰度铀-235、硼-10、锂-6等);进行化学还原或物理固化(如将UF₆转化为UO₂)。
(二)关键控制条件及参数
同位素分离的核心在于精确控制物理或化学条件,以最大化分离效率。不同技术的控制参数如下:
1. 气体离心法(铀浓缩)
转速:>50,000 rpm,影响离心力大小和分离效率。
温度:通常控制在室温至100°C,避免UF₆分解。
压力:优化气体流动,避免湍流影响分离效果。
级联方式:多级串联,每级分离系数约1.1–1.3。
2. 激光同位素分离(AVLIS/MLIS)
激光波长:精确匹配目标同位素吸收峰(如铀-235:502.73 nm)。
激光功率:确保足够的激发效率,但避免过度电离导致能量损失。
铀蒸气温度:~2500°C(电子束加热),确保足够的原子态铀。
静电场强度:引导电离后的目标同位素进入收集器。
3. 化学交换精馏(硼/碳同位素)
回流比:影响分离效率,如11BF₃分离中最佳回流比300。
塔板数:理论塔板数越高,分离效果越好(如720块塔板可达99.95%丰度)。
压力:降低塔顶压力可提高分离效率。
填料类型:聚四氟乙烯丝网填料可优化气液接触效率。
4. 电化学分离(锂同位素)
电压:0.1–10 V,影响锂离子迁移速率。
电解质组成:影响分离系数(如LiCl vs. LiPF₆)。
固态电解质膜:Li₁₊ₓAlₓTi₂₋ₓ(PO₄)₃等材料可优化选择性。
温度:影响离子电导率,通常控制在25–80°C。
5. 低温精馏(碳-13分离)
温度:-196°C(液氮冷却)。
塔结构:水平级联塔可降低能耗,避免超高塔工程难题。
同位素扰频器:促进13C16O/12C18O转化,提高分离效率。

锂同位素电渗析分离方法
(三)总结:发展趋势与挑战
1. 发展趋势与挑战
低能耗技术:激光法(AVLIS)、电化学法(锂分离)有望替代高耗能传统方法。
绿色工艺:避免有毒物质(如汞在COLEX工艺中的使用)。
智能化控制:模糊PID优化铀分离供料温度控制,减少时滞。
多技术耦合:如化学交换+膜分离,提高分离效率。
2. 总结
同位素分离的核心在于精确控制物理/化学参数(如温度、压力、电场、激光波长等),并结合多级分离技术实现高丰度目标产物。未来趋势是发展低能耗、绿色化、智能化的分离工艺,以满足核能、医疗和国防等领域的需求。

超强电离质谱仪
四、同位素分离生产检测设备和仪表及国产化进展
同位素分离生产设备及相关的监测、检测、表征设备和仪器仪表是核能、医疗、国防等领域的关键支撑技术。近年来,我国在该领域取得显著突破,逐步打破国外垄断,实现自主可控。
(一)同位素分离生产设备
1. 主流分离技术及设备
1)气体离心法(铀浓缩)
技术特点:超高速离心机(>50,000 rpm)分离铀-235/铀-238,能耗低、效率高。
国产化进展:中核集团已实现国产化,支撑商用核电站燃料供应。
2)低温精馏法(硼同位素)
技术特点:超低温(-100℃)精密筛分,可同时分离硼-10和硼-11。
国产化突破:中核集团原子能院胡石林院士团队研发自主技术,宜昌在建全球最大硼同位素分离塔(130米高),2026年投产后年产能165吨硼-10。
3)电磁分离(铷同位素)
技术特点:利用磁场分离同位素,适用于铷-87等高价值同位素。
国产化进展:原子能院是国内唯一掌握该技术的单位,2025年河北承德将投产新型分离器,支撑北斗卫星铷原子钟国产化。
4)激光分离(SILEX)
技术特点:低能耗、高选择性,适用于铀、硼等同位素。
国产化突破:中核集团已研制硼同位素SILEX样机,未来或替代传统离心法。
2. 医用同位素生产设备
1)加速器辐照靶系统
技术特点:用于生产短寿命医用同位素(如F-18、锕-225)。
国产化进展:上海承汇道科技研发“F-18生产流道组合靶体”,提高质子束流利用率。
2)自动化分离纯化系统
技术特点:用于镭-223、锕-225等高纯度医用同位素分离。
国产化突破:中科院近代物理所研发自动化分离系统,回收率62%(镭-223)、纯度92%-96%(锕-225)。

同位素比质谱仪
(二)检测及表征设备
1. 同位素质谱仪
1)国产Isotope5 CN质谱仪
技术特点:小型化、低运行成本,适用于碳氮同位素分析。
国产化进展:普瑞亿科引进英国技术国产化,可连接气相/液相色谱,用于食品、环境等领域。
2)超强电离质谱仪
技术特点:超高分辨率,可区分质荷比相同元素(如钾-40/钙-40)。
国产化突破:启先核科技研发的国产设备性能超国际水平100-1000倍,打破进口依赖。
2. 全自动同位素分离纯化系统
技术特点:自动化处理1-60个样品,适用于考古、地质等领域。
国产化进展:上海凯来仪器提供prepFAST-MC系统,支持多元素同位素分析。
(三)主要供应商及国产化情况

同位素分离设备主要供应商及国产化情况
(四)发展趋势
国产化加速:硼、铷等同位素分离设备已实现自主可控,医用同位素生产设备逐步替代进口。
智能化升级:AI优化分离参数,自动化系统(如prepFAST-MC)提升实验室效率。
多技术融合:激光+离心法、电化学+膜分离等组合技术成为研究热点。
绿色低碳:低能耗技术(如SILEX)逐步替代传统高耗能方法。
我国同位素分离设备在核燃料、医用同位素等领域已实现关键突破,但部分高端仪器(如超高分辨率质谱)仍依赖进口。未来,随着政策支持和技术积累,国产设备有望在全球市场占据更大份额。

核裂变原理图
五、核裂变发电过程中的同位素分离技术
核裂变发电中的同位素分离技术是确保核燃料有效性、反应堆安全及放射性废物处理的核心环节。
(一)铀同位素分离:核燃料制备的核心
1. 气体扩散法
原理:利用²³⁵UF₆与²³⁸UF₆气体分子质量差异(质量差仅0.85%),通过多级扩散膜实现分离。
局限:能耗高(单级分离系数仅1.004),需上千级串联,逐渐被淘汰。
2. 气体离心法(主流技术)
原理:六氟化铀气体在超高速离心机(转速>5万转/分)中,较重同位素(²³⁸U)向壁富集,较轻同位素(²³⁵U)向轴心富集,单级分离系数达1.1–1.3。
优势:能耗仅为扩散法的1/20,建设成本低。我国已实现离心机国产化,支撑商用核电站燃料供应。
3. 激光分离法(SILEX)
原理:利用²³⁵U与²³⁸U原子/分子对特定波长激光的吸收差异选择性激发,再通过化学或物理方法分离。
进展:中核集团已研制硼同位素SILEX样机,为铀分离提供潜在低能耗路径。
(二)功能同位素分离:保障反应堆安全运行
1. 硼同位素分离——核电“安全密码”
技术突破:中核集团研发低温精馏法(-100℃),通过超低温精密筛分同步分离硼-10(中子吸收体)和硼-11(新材料原料),能耗降低40%。
产业化:宜昌130米高分离塔项目(2026年投产),年产165吨硼-10和6吨硼-11,彻底解决核电站控制棒材料进口依赖。
2. 铷同位素分离——高精度计时保障
电磁分离技术:原子能院自主研制分离器,产出高丰度铷-87同位素,用于北斗卫星铷原子钟,支撑导航系统时间精度。

核裂变堆安全系统示意图
(三)裂变产物同位素提取:资源化利用与医学应用
1. 医用钼-99的革新性生产
传统问题:需在研究堆辐照高浓铀靶件,存在核扩散风险且依赖进口。
中国突破:原子能院与秦山核电合作,全球首创商用坎杜堆辐照低浓铀靶件技术,产出核纯度99%的钼-99样品。关键技术是低浓铀靶件设计、溶解工艺优化、裂变产物高效提取。
意义:钼-99衰变生成锝-99m(占临床诊断放射性同位素80%),打破进口垄断,保障核医学安全。
2. 多元素同位素分离技术
核理化院实现公斤级高丰度钼-100、镱等同位素分离,支撑半导体与核医学材料需求。
(四)放射性废物中的同位素分离:氚处理技术突破
1. 氚水净化挑战
氚(氢放射性同位素)半衰期12.3年,化学性质与氢相同,传统蒸馏法分离效率极低。
2. 催化质子交换(CPE)技术
创新点:苏州大学引入金属有机框架材料MIL-101(Cr),构建固-液-气三相反应体系,开放金属位点降低同位素交换能垒至飞秒级。
效果:10米蒸馏塔测试显示分离效率提升4个数量级,理论塔板高度减半,为核废水除氚提供工业化方案。
(五)总结:技术挑战与发展趋势
1. 挑战与趋势

核裂变发电同位分离技术挑战与发展趋
2. 全链条技术覆盖
前端:铀浓缩(离心法主导)→ 中端:功能同位素(硼、铷)保障安全→ 后端:裂变产物(钼-99)资源化与废物(氚)净化。
3. 战略意义
硼同位素国产化(宜昌基地)破解核电“卡脖子”问题;
低浓铀产钼-99技术全球首创,兼具经济性与防扩散价值;
氚水净化效率革命性提升,助力核能可持续发展。
从铀浓缩的离心轰鸣到氚净化的飞秒级质子跃迁,同位素分离技术既支撑着核裂变能源的基石,亦牵引着核废料资源化与医学应用的未来——其精微之处,恰是核工业安全与创新的命脉所在。
可控核聚变模型图
六、核聚变发电过程中的同位素分离技术
(一)氢同位素分离:氘(D)与氚(T)燃料制备
1. 动力量子筛(KQS)技术突破
多孔有机网格材料:英国利物浦大学研发的混合多孔有机材料,通过精确调控孔道尺寸(亚纳米级),利用氘原子较氕(H)更高的零点能差异,在30K低温下实现氕/氘气体高效筛分,分离效率较传统纳米孔材料显著提升。
优势与局限:合成步骤产率近100%,无需中间纯化,易于放大;但需极低温环境(-243℃),团队正优化材料以提高操作温度。
2. 晶格约束核聚变(LCF)衍生技术
室温氚富集:NASA发现将氘原子嵌入金属铒晶格,可屏蔽原子核间库仑斥力,在室温下实现燃料密度比托卡马克等离子体高4亿倍。Astral Systems据此开发“多态核聚变(MSF)”装置,每秒产生万亿次聚变,为氚的按需生产提供新路径。
(二)锂同位素分离:氚增殖材料⁶Li富集
1. 电化学嵌入法
一维通道选择性吸附:最新研究利用ζ-V₂O₅的一维隧道结构,通过调控锂离子嵌入动力学差异,实现⁶Li⁺选择性富集,富集因子达57‰(传统化学交换法仅3‰–5‰)。原位光谱证实⁶Li⁺在通道内扩散能垒更低,迁移速率高于⁷Li⁺。
意义:⁶Li是氚增殖关键材料(⁶Li + n → T + ⁴He),此法能耗低、无有毒溶剂,为聚变堆燃料循环提供绿色方案。
(三)氚处理与资源化:废物净化及医用同位素联产
氚水(HTO)净化技术
催化质子交换(CPE):苏州大学团队采用金属有机框架材料MIL-101(Cr)构建固-液-气三相体系,飞秒级同位素交换速率使氚水分离效率较传统蒸馏提升4个数量级。
聚变-医学联产:Astral Systems的MSF装置利用聚变中子轰击靶材(如铒),直接生产锕-225、铅-212等医用α核素,纯度>94.7%,解决全球90%医用同位素依赖老化裂变堆的危机。
(四)技术挑战与创新方向

核聚变同位素分离技术挑战与创新方向
(五)总结:战略价值与未来展望
1. 燃料自主保障
氘从海水中提取(45万亿吨储量),1升海水聚变能等效300升汽油;
⁶Li电化学富集技术推动我国盐湖锂资源高值化利用。
2. 多产业协同创新
能源-医学融合:聚变中子源生产锕-225(肿瘤克星)、铅-212等,南华大学已实现独居石矿提取铅-212的产业化突破;
材料革新:金属晶格约束聚变推动紧凑型装置发展,或颠覆托卡马克巨型工程路径。
3. 结语:从深海氘提取到室温晶格聚变,同位素分离技术正突破极低温与高能耗的百年桎梏——其精微孔道中筛出的不仅是清洁能源的火种,更是打开“一炉多产”型聚变经济的密钥:既照亮人类能源未来,亦点燃对抗癌症的星火。

聚核聚变发电模型图
七、钍反应堆发电过程中的同位素分离技术
钍反应堆(如熔盐堆)发电过程中的同位素分离技术涉及燃料制备、核素增殖、废物处理等多个环节。钍基核能系统的核心在于钍-232(²³²Th)转化为铀-233(²³³U)的增殖过程,同时伴随多种放射性同位素的产生,需高效分离以保障燃料循环、安全运行及医用同位素提取。
(一)钍燃料循环中的关键同位素分离技术
1. 钍-232与铀-233的分离
1)溶剂萃取法(主流技术)
原理:利用钍(Th⁴⁺)和铀(U⁴⁺/UO₂²⁺)在有机相(如TBP/煤油)与水相中的分配系数差异进行分离。
创新:中科院上海应物所开发熔盐-超临界CO₂协同萃取技术,通过调控钍/铀络合物在超临界流体中的溶解度,分离效率提升30%。
2)离子交换色谱法
案例:美国能源部采用MP-1阴离子交换树脂从辐照钍靶中分离铀-230(²³⁰U)和镤-230(²³⁰Pa),回收率>96%。
2. 镤-233(²³³Pa)的中途提取
1)挑战:²³³Pa是²³²Th→²³³U的中间产物(半衰期27天),需及时分离以避免中子俘获损失。
2)技术方案:
高温氟化挥发法:利用PaF₅与ThF₄挥发温度差异(PaF₅更易挥发),在熔盐堆在线分离系统中实现连续提取。
萃淋树脂法:中国原子能科学研究院采用UTEVA树脂(负载戊基膦酸二戊酯),从高酸度熔盐中选择性吸附Pa,去污系数>10⁴。
(二)裂变产物与医用同位素分离
1. 锕系-镧系元素分离
难点:熔盐堆废物中含镎(Np)、锔(Cm)等长寿命锕系元素,需与镧系元素(如Nd、Sm)分离以减少放射性毒性。
突破性材料:TODGA萃取剂,对三价锕系/镧系选择性比达100:1,已用于我国“启明星Ⅱ号”快堆乏燃料处理;MOFs材料,如MIL-101(Cr)修饰氨基膦酸基团,对铀/钍吸附容量达400mg/g,可耦合熔盐净化系统。

锕-225自动化分离流程示意图
2. 医用α核素联产技术
锕-225(²²⁵Ac)提取:加速器辐照法:中科院近代物理所利用兰州重离子加速器轰击钍靶,通过自动化双柱分离系统(阴离子交换柱+DGA柱)提取²²⁵Ac,纯度94.7%。
铅-212/铋-212(²¹²Pb/²¹²Bi)提取:南华大学技术:开发多孔二氧化硅负载阴离子交换树脂,从钍衰变链中直接吸附Pb²⁺/Bi³⁺,处理量达吨级/日,回收率>99%。
(三)氚(³H)管理与同位素分离
来源:熔盐堆中²³²Th(n,2n)反应及锂-6(⁶Li)增殖产生氚,易渗透金属结构造成脆化。
分离技术:催化交换-低温蒸馏,将氚转化为HT或HTO后,通过Pd膜催化交换富集,再低温精馏提纯;金属氢化物筛,如锆钴合金(ZrCo)选择性吸附氚,脱附纯度>99.9%,已用于ITER氚处理系统。
(四)技术挑战与未来方向

钍堆同位素分离技术与挑战
(五)战略意义与中国进展
燃料自主化:钍基熔盐堆(TMSR)可摆脱铀资源依赖,我国已在甘肃武威建成全球首座实验堆(TMSR-LF1)。
医用同位素突破:²²⁵Ac、²¹²Pb/²¹²Bi等α核素国产化,打破美国(ORNL)、俄罗斯(Kurchatov)垄断。
废物最小化:锕系-镧系分离技术使高放废物量减少90%,支撑“双碳”目标。
从熔盐高温萃取到飞秒级α核素提纯,钍堆同位素分离技术既承载着“钍铀循环”的能源梦想,亦链接着癌症治疗的希望——其精微之处,恰是核能“多联产”创新的核心命脉。
八、同位素分离技术在核废料处理过程中的应用
同位素/原子分离技术在核废料处理中发挥着至关重要的作用,涉及高放射性废物的减容、资源回收、长寿命核素嬗变及医用同位素提取等多个方面。
(一)锕系-镧系元素分离:降低长期放射性毒性
1. 六价镅(Am)稳定化与超滤分离
挑战:镅(Am-241/243)是核废料长期放射性的主要来源,但化学性质与镧系元素(如Nd、Sm)极为相似,传统方法难以分离。
突破:苏州大学王殳凹团队设计无机缺位多酸簇合物,通过精准匹配六价镅的配位构型,使其在水溶液中稳定存在,并利用尺寸差异实现超滤分离,单步分离因子达780,回收率91%。
意义:为镅的中子嬗变(转化为短寿命核素)提供高纯度原料,减少核废料长期危害。
2. TODGA萃取剂技术
我国“启明星Ⅱ号”快堆采用TODGA(四辛基二甘醇酰胺)萃取剂,对三价锕系/镧系的选择性比达100:1,显著提升分离效率。
(二)短寿命医用同位素提取:核废料资源化
1. 铅-212/铋-212的高效分离
技术:南华大学团队开发多孔二氧化硅负载阴离子交换树脂,从钍-232衰变链中快速吸附Pb²⁺/Bi³⁺,处理量达吨级/日,回收率>99%。
应用:铅-212/铋-212是靶向α治疗(如前列腺癌、乳腺癌)的核心核素,此前全球供应严重不足。
2. 锕-225(²²⁵Ac)提取
中科院近代物理所通过加速器辐照钍靶,结合阴离子交换柱+DGA柱双柱系统,提取纯度94.7%的²²⁵Ac,用于癌症治疗。

二维仿生膜同位素分离技术
(三)氚(³H)与裂变产物处理
1. 氚水净化技术
催化质子交换(CPE):苏州大学利用金属有机框架材料MIL-101(Cr)构建固-液-气三相体系,氚水分离效率较传统蒸馏提升4个数量级。
金属氢化物筛:锆钴合金(ZrCo)选择性吸附氚,脱附纯度>99.9%,已用于ITER氚处理系统。
2. 放射性核素固相萃取盘
吉林大学研发的静电纺丝多孔聚合物纤维负载分子筛薄膜,可快速分离Cs-137、Sr-90等核素,适用于高酸、高辐照环境。
(四)技术挑战与未来方向

核废料同位素分离挑战与发展方向
(五)战略意义与中国突破
资源循环:从核废料中提取铅-212、锕-225等医用核素,变废为宝,支撑精准医疗。
安全减容:镅-镧分离技术使高放废物量减少90%,助力“双碳”目标。
技术自主:国产TODGA萃取剂、硅基树脂等打破美日垄断,保障产业链安全。
从飞秒级质子交换到纳米级超滤筛分,同位素分离技术正以原子尺度的精准操控,重塑核废料处理的逻辑——既破解万年毒性的困局,亦点燃生命救治的星火。
【免责声明】本文主要内容均源自公开信息和资料,部分内容引用了Ai,仅作参考,责任自负。