[新启航]机械深孔加工质控:新启航方案用激光频率梳破解 130mm 深度遮挡瓶颈
摘要:机械深孔加工质量控制受 130mm 深度遮挡影响严重,传统测量手段难以满足精度需求。新启航方案运用激光频率梳技术,凭借创新的测量原理与系统架构,成功破解深度遮挡瓶颈,实现高精度测量,为机械深孔加工质控提供了可靠的技术支撑。
关键词:机械深孔加工;质量控制;激光频率梳;深度遮挡;测量精度
一、引言
在机械制造领域,深孔加工广泛应用于机床、液压设备等关键部件生产中。精确控制深孔加工质量是确保机械产品性能与可靠性的重要环节。然而,当深孔深度达到 130mm 时,内部结构引发的深度遮挡问题成为质控难点,传统测量技术难以获取完整且精确的深孔数据,导致加工误差无法及时修正。新启航方案采用激光频率梳技术,为破解这一难题带来了新方向。
二、传统机械深孔加工质控的困境
传统机械深孔加工质量控制方法面临诸多挑战。接触式测量中,探针深入 130mm 深孔时,因自身刚性不足易发生弯曲变形,测量力的波动会造成测量误差,且探针与孔壁的接触可能损伤加工表面,无法准确反映深孔真实尺寸。非接触式光学测量虽避免了接触损伤,但光线在深孔内传播时,受孔壁反射、吸收以及复杂结构遮挡,随着深度增加,信号强度迅速衰减,难以探测深孔底部及被遮挡区域,无法实现全深度范围的精确测量 。超声测量虽能穿透一定深度,但分辨率较低,无法识别深孔内微小的尺寸偏差和缺陷,难以满足高精度质控要求。
三、新启航激光频率梳方案的原理与系统
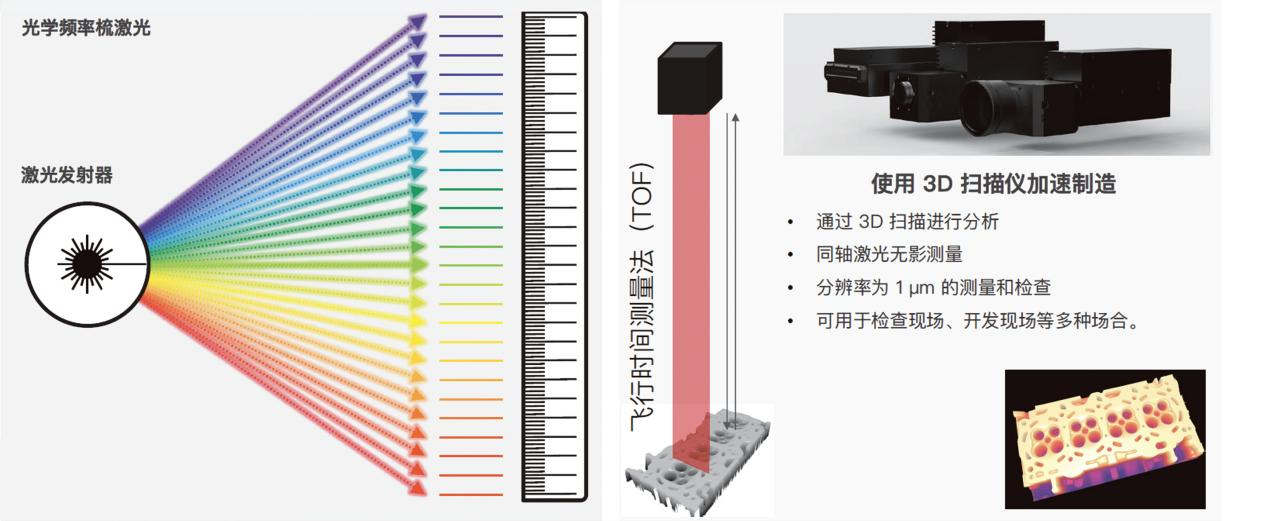
新启航激光频率梳方案基于飞秒激光锁模原理,产生具有稳定频率间隔的光频梳。测量过程中,超短脉冲激光经分光后分为测量光与参考光,测量光进入深孔后,在孔壁发生多次反射,反射光与参考光产生干涉。通过对干涉光谱中光频梳齿的精确分析,利用光频梳的频率基准特性,可准确计算测量光的光程差,进而获取深孔各点的三维坐标信息,实现深孔轮廓的高精度重建。
该方案系统由高稳定性飞秒激光频率梳光源、精密光学干涉模块、高速光谱采集装置和智能数据处理平台构成。高稳定性光源保证了测量基准的可靠性;精密光学干涉模块优化光路,提高干涉信号质量;高速光谱采集装置能够快速采集干涉光谱数据;智能数据处理平台通过先进算法对数据进行分析处理,快速生成深孔的三维测量结果。
四、新方案的技术优势
4.1 破解深度遮挡瓶颈
新启航激光频率梳方案利用激光的高相干性和独特的多路径反射机制,有效解决了 130mm 深度遮挡问题。即使深孔内部存在复杂结构导致光线无法直接到达,测量光也可通过多次反射抵达被遮挡区域,反射光返回后参与干涉测量,从而获取完整的深孔三维数据,消除了深度带来的测量盲区,实现对深孔的全域检测。
4.2 提升测量精度
基于精确的光频梳齿基准和高效的数据处理算法,该方案实现了高精度测量,测量精度可达 2μm。能够精准检测深孔的孔径尺寸变化、孔壁直线度误差以及表面微小缺陷,为机械深孔加工质量评估提供准确数据,帮助加工企业及时调整工艺参数,提高产品合格率。
五、应用案例与实践效果
在某机床制造企业的深孔加工质控中,采用新启航激光频率梳方案对 130mm 深孔工件进行检测。传统测量方法仅能检测出浅表层部分尺寸偏差,而新方案检测发现深孔中部存在一处直径偏差达 3μm 的区域,同时识别出微小的螺旋状刀痕缺陷。企业依据检测结果调整刀具路径和切削参数,后续生产的工件合格率从 75% 提升至 92%,显著提升了深孔加工质量和生产效率。
激光频率梳3D光学轮廓测量系统简介:
20世纪80年代,飞秒锁模激光器取得重要进展。2000年左右,美国J.Hall教授团队凭借自参考f-2f技术,成功实现载波包络相位稳定的钛宝石锁模激光器,标志着飞秒光学频率梳正式诞生。2005年,Theodor.W.Hänsch(德国马克斯普朗克量子光学研究所)与John.L.Hall(美国国家标准和技术研究所)因在该领域的卓越贡献,共同荣获诺贝尔物理学奖。
系统基于激光频率梳原理,采用500kHz高频激光脉冲飞行测距技术,打破传统光学遮挡限制,专为深孔、凹槽等复杂大型结构件测量而生。在1m超长工作距离下,仍能保持微米级精度,革新自动化检测技术。
核心技术优势
①同轴落射测距:独特扫描方式攻克光学“遮挡”难题,适用于纵横沟壑的阀体油路板等复杂结构;

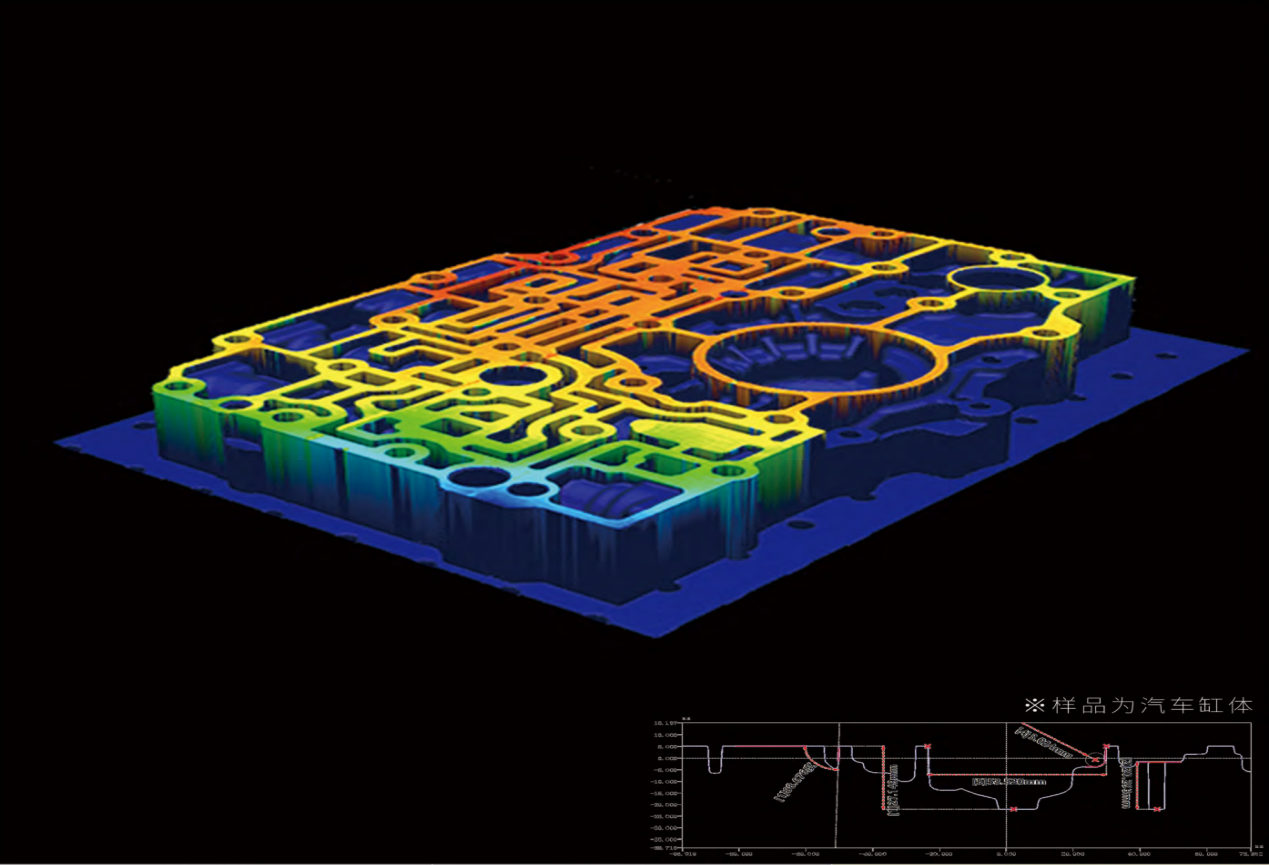
(以上为新启航实测样品数据结果)
②高精度大纵深:以±2μm精度实现最大130mm高度/深度扫描成像;
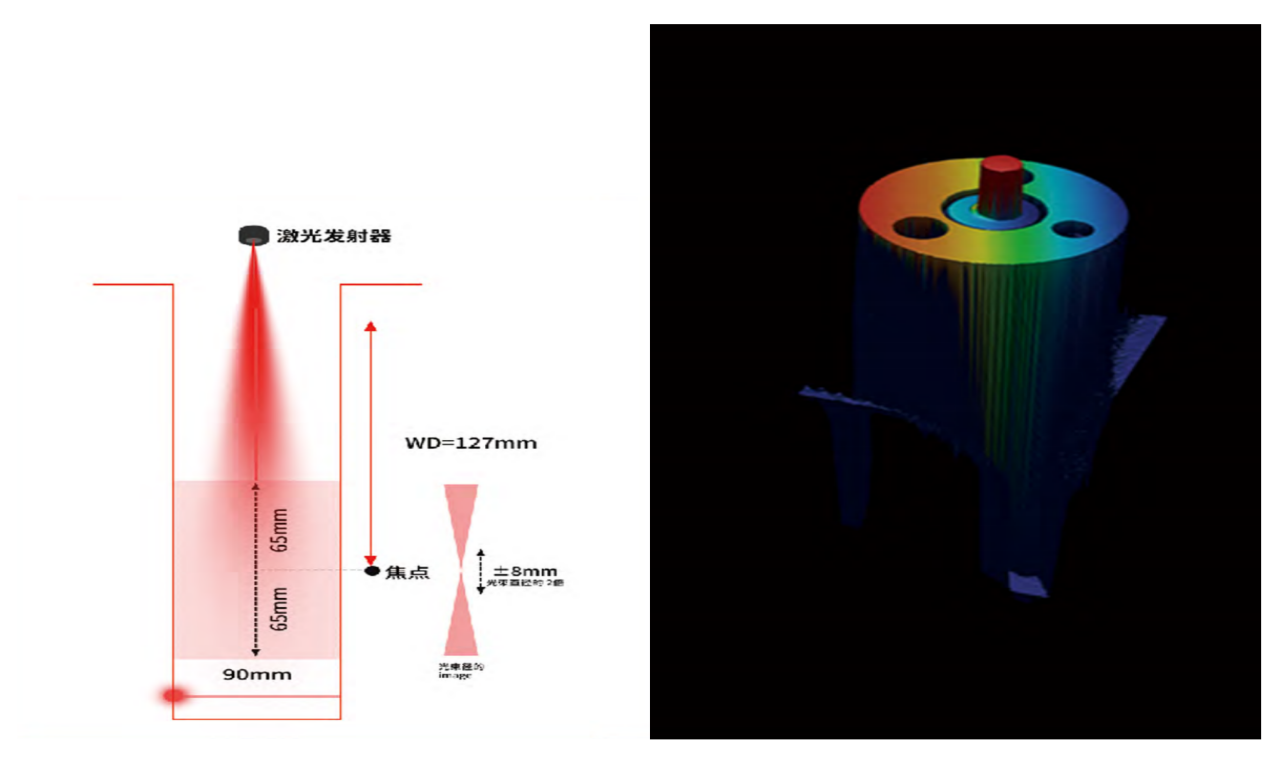
(以上为新启航实测样品数据结果)
③多镜头大视野:支持组合配置,轻松覆盖数十米范围的检测需求。
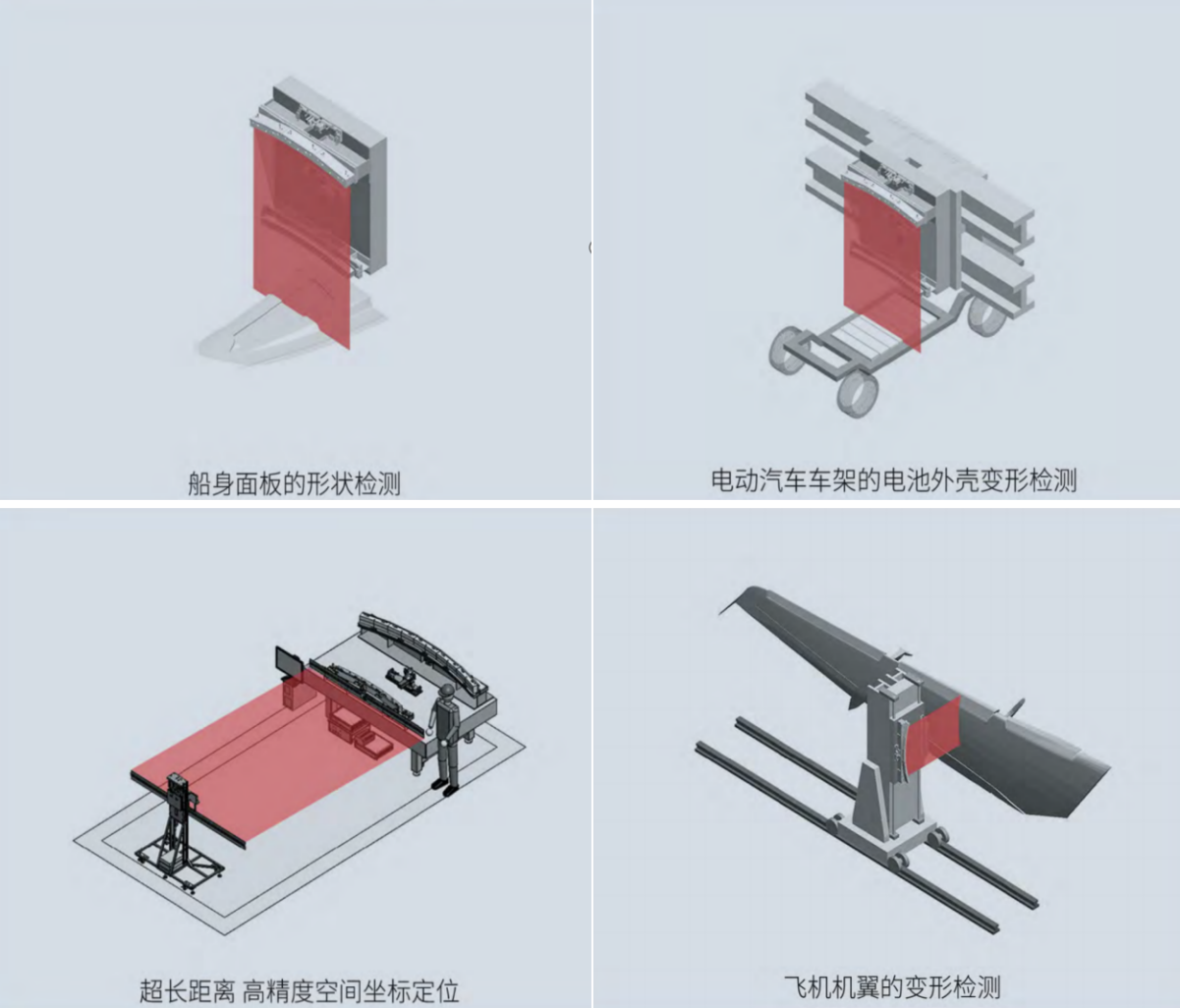
(以上为新启航实测样品数据结果)