医械车间安灯呼叫系统如何通过分级通知提升响应效率?
医疗器械制造车间传统模式下,员工发现问题后需要逐级上报,平均响应时间20-30分钟,成为制约生产效率的瓶颈。而安灯呼叫系统通过智能分级通知机制,正重塑着医械车间的异常响应流程。

一、从人工传递到智能通知的转变
安灯系统构建了一套完整的异常管理闭环。当员工通过平板触发异常时,系统自动采集现场照片和文字备注,实时上传至后台。与此同时,产线安装的WIFI警灯立即亮起红灯并启动声光报警,实现视觉与听觉的双重提示。


二、分级通知机制:确保责任到人
系统核心优势在于智能分级通知功能:
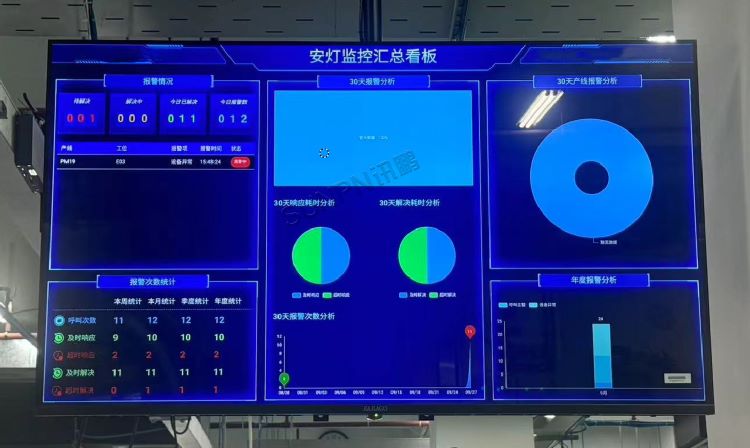
异常触发后,看板实时显示产线编号与异常类型,并同步语音播报
通过企业微信将任务精准推送至第一责任人(如缺料通知仓储主管)
设定响应时限,超时未处理自动升级至更高层级管理者
这种分级推送机制打破了部门壁垒,确保问题直达关键人员,避免了传统汇报中的信息衰减。
三、权限闭环管理,构建可追溯体系
处理人员需在车间一体机刷卡或输入密码确认响应,操作记录实时存入系统。这种权限验证方式既确保了操作规范性,又形成了完整的“触发-响应-解决”数据链条,为质量追溯提供依据。
关键功能亮点
异常触发支持平板端拍照与备注上传
WIFI警灯三色预警:红灯(异常)-黄灯(响应中)-绿灯(正常)
企业微信自动推送与升级通知机制
后台数据可视化分析平台


四、创造透明化管理新体验
通过全流程数据沉淀,安灯系统将异常响应时间从30分钟缩短至8分钟以内。管理人员可实时查看各产线状态,从被动应对转为主动预防,显著提升医械生产的质量控制水平。

医疗器械这个对质量要求极高的领域,安灯呼叫系统不仅提升了异常响应效率,更建立起一套标准化、可视化的生产管理新模式,为医械制造企业的数字化转型升级提供有力支撑。


《LXT》