合格齿轴工艺工程师要修炼哪些功法?
一直在想一个问题:一名大家认可,实实在在的齿轴工艺工程师到底应该具备哪些素质?通过观察行业大佬,查阅资料,包括询问AI,列出了下面的几条奋斗目标和自己的理解与大家共勉:
一、核心知识体系和多学科交叉的知识体系
齿轴工艺工程师的工作围绕 “从设计到量产” 的全流程展开,需以系统的知识体系为支撑,确保每一步工艺决策都科学、合理。其知识体系可分为基础理论、专业知识与行业标准三大模块。工艺设计就如同无源之水、无本之木。一名合格的齿轴工艺工程师,必须构建起一个跨越多领域的知识大厦。

(一)基础理论知识:搭建机械制造的认知框架
基础理论是工艺设计的 “底层逻辑”,决定了工程师对技术问题的理解深度与分析能力。
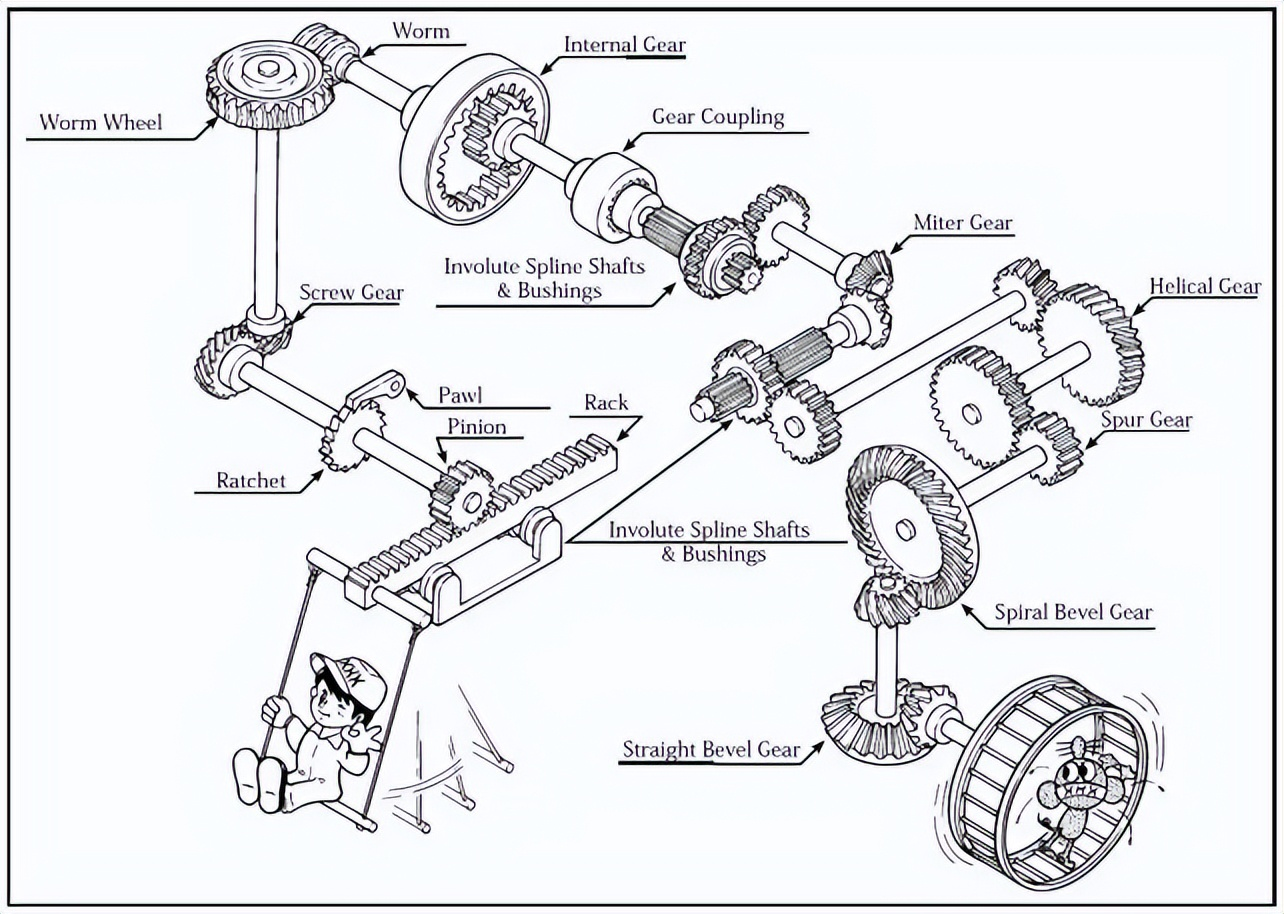
机械原理与机械设计基础:需精通齿轮传动的基本原理(如渐开线特性、传动比计算、啮合间隙控制),掌握齿轴的结构设计规范(如轴颈强度、键槽配合、轴承安装精度要求)。这确保了工艺设计能够满足产品的最终功能需求,而非盲目加工。
材料科学与工程知识:齿轴需具备高强度、高耐磨性与抗疲劳性,工程师需熟悉常用材料的性能差异与适用场景。如 20CrMnTi 常用于汽车变速箱齿轮(需渗碳淬火提升表面硬度),40CrNiMoA 适用于重载工程机械齿轴(需调质处理保证心部韧性),同时需掌握材料的热处理相变规律,避免因淬火温度过高导致齿轴变形;必须熟悉常用齿轴材料,如20CrMnTi、20CrMo、42CrMo、38CrMoAl等渗碳钢、调质钢的特性,包括其化学成分、淬透性、机械性能(强度、韧性、耐磨性)等。【这个是冷加工工艺的薄弱点】
机械制图与公差配合:能精准解读齿轴设计图纸,理解几何公差(如圆柱度、同轴度、齿向公差)与尺寸公差的标注含义。例如,图纸中标注的 “齿圈径向跳动公差≤0.05mm”,需转化为加工过程中对工装夹具同轴度的控制要求;加工工序的顺序及其基准的转换尤为重要。
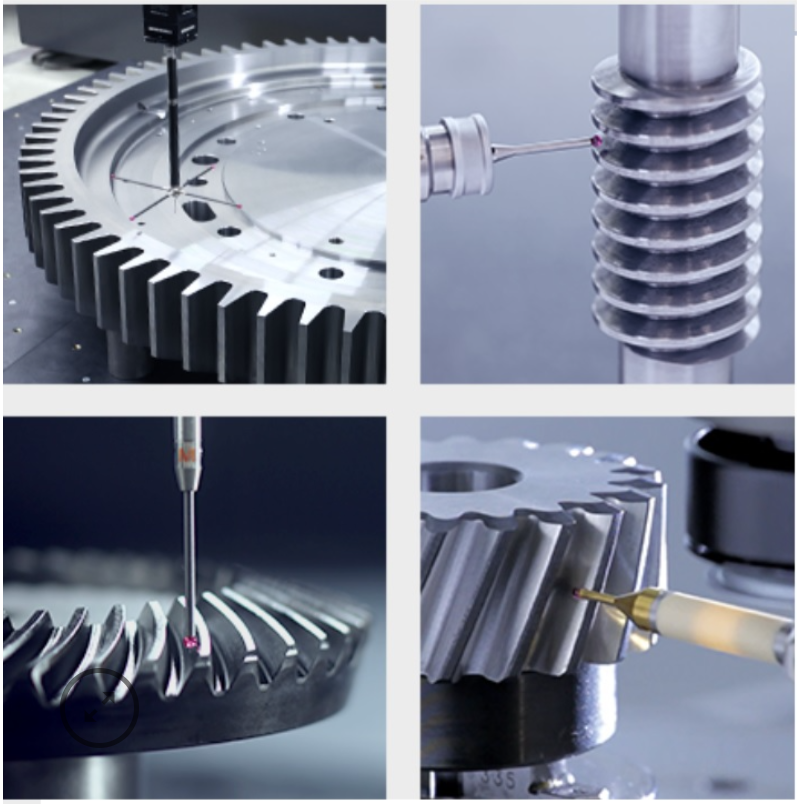
掌握测量技术:熟悉各种检测手段,从传统的卡尺、千分尺,到精密的齿轮测量中心(GMC)、三坐标测量机(CMM)、粗糙度仪、光学投影仪等。不仅要会操作,更要会解读检测报告,分析数据背后的工艺问题。【这点需要踩过坑才能真正领悟】
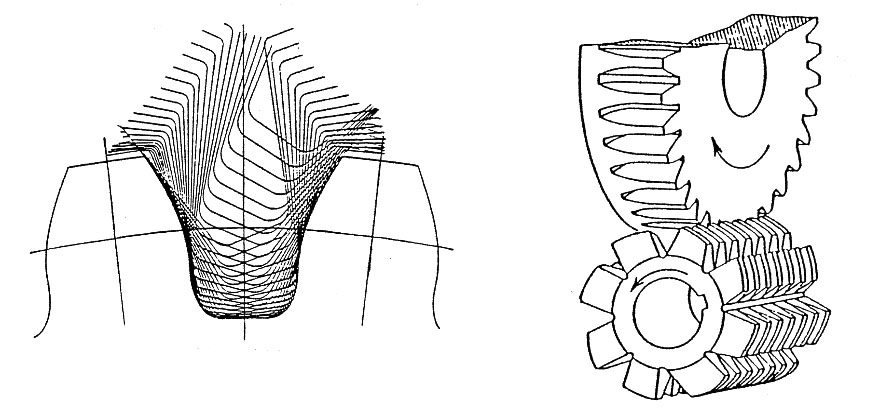
金属切削原理与刀具技术:掌握切削速度、进给量、背吃刀量等参数对加工质量的影响,理解不同刀具(如滚刀、插齿刀、磨齿砂轮)的切削特性。。必须称为一名“刀具专家”,熟悉各类齿轮加工刀具,如滚刀、插齿刀、剃齿刀、成型磨砂轮、蜗杆砂轮等的材料(硬质合金、CBN、陶瓷)、几何参数、涂层技术及其适用场景。懂得如何选择、优化和维护刀具,以平衡加工效率、精度和寿命。【这个需要额外蓄力,不断学习和应用】
数控技术与编程基础:现代齿轴加工几乎完全由数控机床完成。工艺工程师虽不一定是编程员,但必须精通数控加工原理(如坐标系、插补原理)、G代码/M代码的基本含义,并能够使用CAD/CAM软件(如UG, Vercut Mastercam)进行基本的刀具路径规划和后处理。这是与CNC操作员和编程员高效沟通的基础。[这个也需要占用大量业余时间来弥补】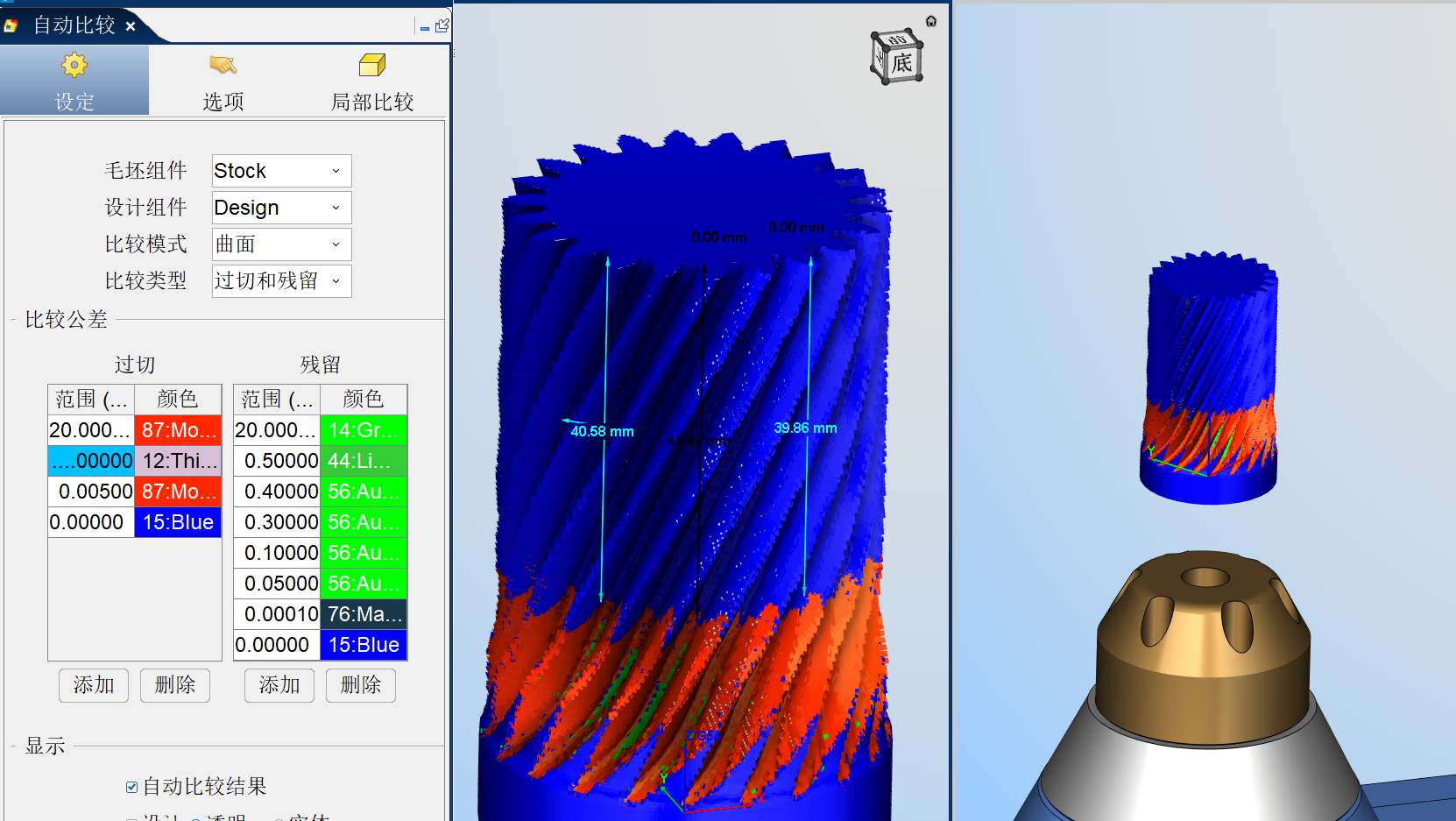
(二)专业知识:聚焦齿轴制造的核心技术
专业知识是工艺工程师的 “核心竞争力”,直接决定工艺方案的可行性与先进性。
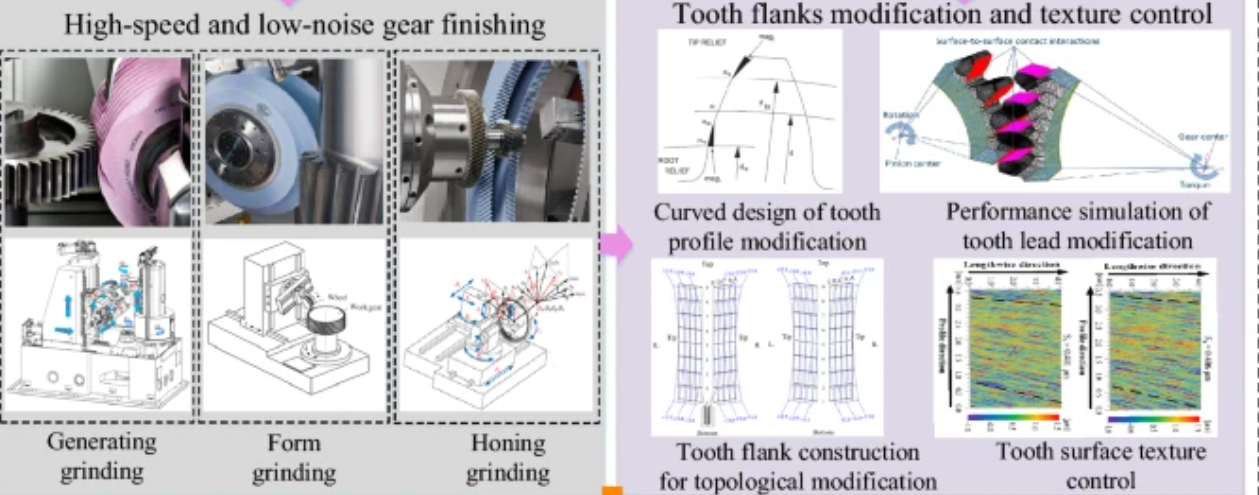
齿轴加工工艺知识:需全面掌握齿轴从毛坯到成品的全流程工艺,包括毛坯制备(锻造、铸造、棒料切割)、粗加工(车削、铣削)、齿形加工(滚齿、插齿、剃齿、磨齿)、热处理(渗碳、淬火、回火、氮化)、精加工(珩齿、研齿)等关键环节。
热处理工艺控制:齿轴的性能很大程度上依赖热处理工艺,工程师需掌握不同热处理方式的参数设定与质量控制要点。
质量检测与误差分析:熟悉齿轴关键质量指标的检测方法与设备操作,如使用齿轮测量中心检测齿距偏差、齿形误差、齿向误差,使用硬度计检测齿面硬度,使用三坐标测量仪检测轴颈尺寸与位置公差。同时需具备误差分析能力,如齿距累积误差超差时,能判断是滚刀安装偏差、工件装夹偏心还是机床传动链误差导致;
生产成本与效率控制知识:工艺设计需兼顾质量与经济性,需了解不同加工工艺的成本差异(如磨齿成本是滚齿的 3-5 倍),通过优化工艺路线降低成本。在满足精度要求的前提下提升生产效率;同时需掌握工时定额计算方法,通过调整切削参数(如提高进给量)缩短加工周期。
(三)行业标准与规范:确保工艺合规性与通用性
齿轴制造需遵循严格的行业标准,工程师需熟悉国内外相关规范,确保产品满足市场需求与客户要求。
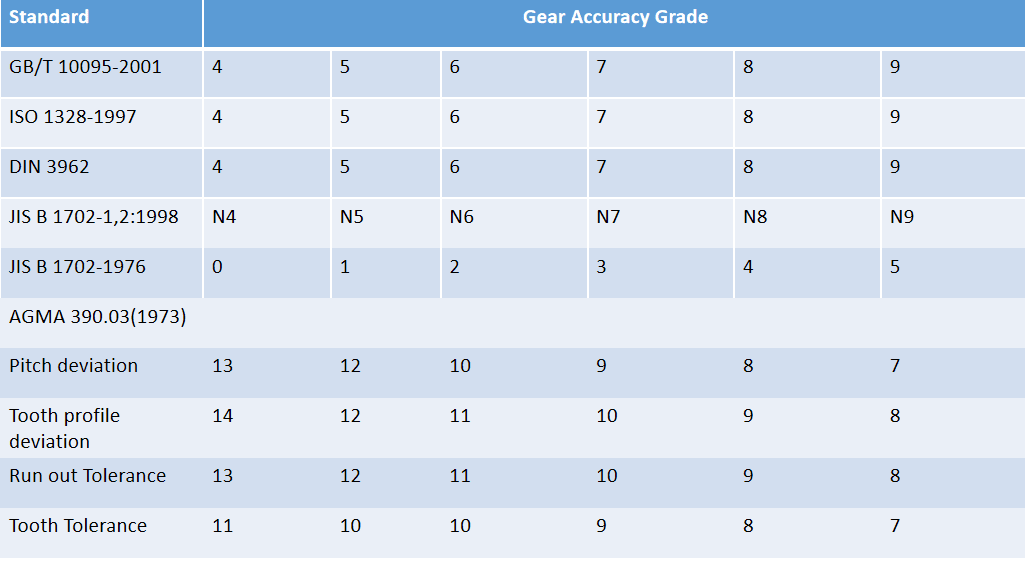
齿轮精度标准:如国际标准 ISO 1328(圆柱齿轮精度)、国家标准 GB/T 10095(渐开线圆柱齿轮精度),需明确不同精度等级对应的公差范围,如 6 级精度齿轮的齿距累积公差为 ±0.025mm(模数 5mm 时);
材料与热处理标准:如 GB/T 3077(合金结构钢)、GB/T 15392(渗碳轴承钢),明确材料的化学成分与力学性能要求;GB/T 18254(高碳铬轴承钢)规定了淬火后的硬度范围(≥60HRC);
行业特定标准:不同应用领域的齿轴有特殊要求,如汽车行业需遵循 ISO 6336(齿轮承载能力计算),航空航天行业需符合 HB/Z 195(航空齿轮热处理工艺规范),工程机械行业需满足 GB/T 28262(工程机械齿轮技术条件)。
二、关键技能体系:实现理论到实践的落地转化
知识需通过技能转化为实际生产力,合格的齿轴工艺工程师需具备 “实操 + 数字化 + 创新” 的综合技能,应对生产中的复杂问题。【这个要求不是一般的高啊】
(一)实操技能:保障工艺方案的可执行性
实操技能是工艺工程师与生产一线衔接的 “桥梁”,需深入了解设备特性与操作细节。不懂具体操作就没法让工艺落地,总是遭到调试和一线的抱怨。
加工设备操作与调试能力:熟悉齿轴加工核心设备的结构与工作原理,如滚齿机、插齿机、磨齿机(如蜗杆磨齿机)、热处理炉(如连续式渗碳炉),熟悉机床调试的界面和结构。例如,在滚齿机加工前,需调整滚刀架角度、工件顶尖压力,确保滚刀与工件的轴线夹角符合螺旋角要求;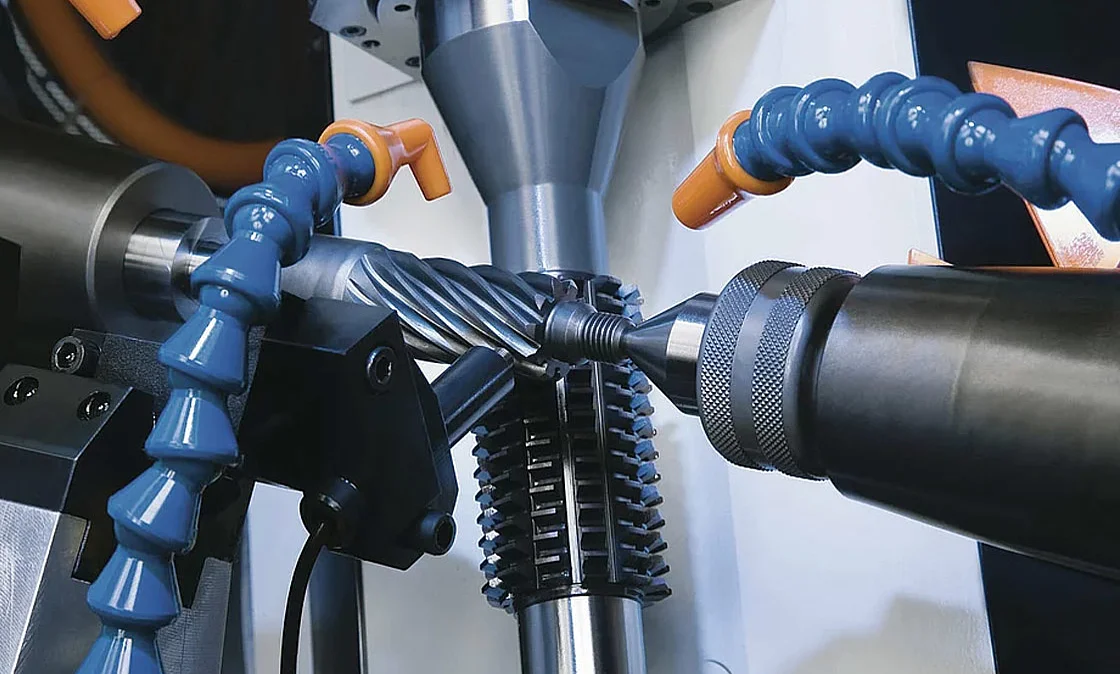
工装夹具设计与优化能力:齿轴加工对装夹精度要求极高,工程师需能设计或优化工装夹具,如为细长轴齿轴设计跟刀架防止加工变形,为盘类齿轮设计涨紧式夹具保证同轴度。例如,加工直径 20mm、长度 200mm 的细长齿轴时,采用 “一端卡盘 + 一端跟刀架” 的装夹方式,可将轴颈圆柱度误差控制在 0.01mm 以内;
工艺文件编制能力:能编制清晰、规范的工艺文件,包括工艺卡片、作业指导书(SOP)、检验规范等,明确每道工序的加工参数、设备型号、刀具规格、检验要求。【这个做起来繁琐,需要细心认真,对于粗枝大叶的朋友的确是一项具备挑战的工作】
(二)数字化技能:适应智能制造的发展趋势
随着工业 4.0 的推进,数字化技术已成为齿轴制造的核心驱动力,工程师需掌握相关工具提升工艺设计效率与精度。
CAD/CAM/CAE 软件应用能力:熟练使用机械设计软件(如 AutoCAD、SolidWorks)进行齿轴三维建模与图纸绘制;使用 CAM 软件(如 UG、Mastercam)编制数控加工程序,实现滚齿、磨齿等工序的自动化加工;使用 CAE 软件(如 ANSYS、ABAQUS)进行齿轴强度仿真与工艺优化,如模拟热处理过程中的应力分布,预测齿轴变形量;【软件真多,最好能用熟几几款软件】
智能制造工具操作能力:了解 MES(制造执行系统)、ERP(企业资源计划)系统的应用,能通过 MES 监控生产进度与质量数据,如实时查看齿轴的加工合格率、设备稼动率;熟悉数字孪生技术,可通过虚拟仿真优化加工工艺,减少实际生产中的试切次数;
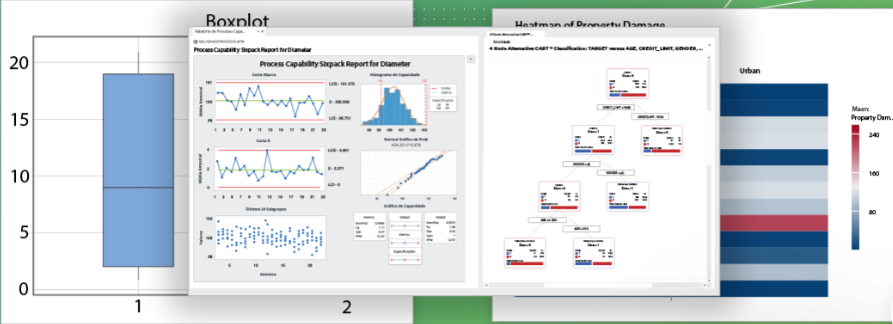
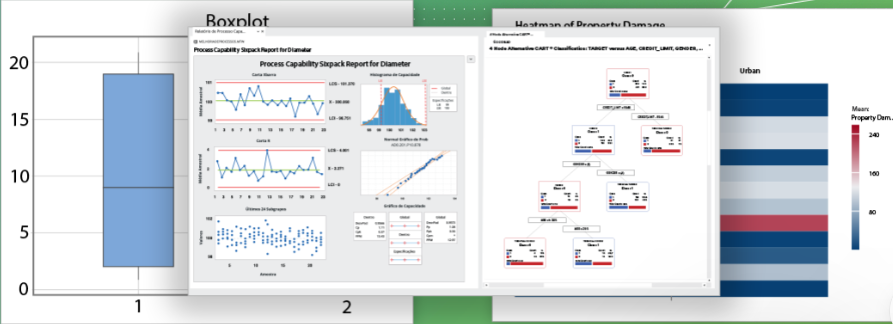
数据处理与分析能力:掌握 Excel、Minitab 等工具的数据分析功能,能对齿轴加工数据(如尺寸偏差、硬度值)进行统计分析,识别工艺波动的原因。【数据是工艺人员的分析素材,掌握分析工具也很重要】
(三)问题解决与创新能力:应对生产中的不确定性
齿轴制造过程中常出现质量异常(如齿面划伤、变形)、效率低下等问题,工程师需具备快速解决问题与持续创新的能力。生产现场永远充满变数,合格的工艺工程师必须是“救火队长”和“问题终结者”。【能做到这点的也非常具有挑战性】
质量问题诊断与解决能力:采用 “现象分析→原因排查→方案制定→验证改进” 的逻辑解决问题。【这个说起来大家都知道,可自己去做就是另外一回事了】
工艺优化与创新能力:基于 “提质、降本、增效” 的目标优化工艺。例如,传统齿轴加工采用 “多台设备分步加工”,工序间转运时间长,工程师通过引入车铣复合机床,实现 “车削 + 齿形加工” 一体化,将加工周期缩短 30%;又如,针对小批量、多品种的齿轴生产,设计可快速换型的工装夹具,换型时间从 2 小时缩短至 30 分钟;
跨部门协作能力:工艺工程师处于“研发-制造-质量”三角关系的中心。必须能与产品设计师讨论设计方案的工艺可行性(DFM),与生产线操作工交流技术要点,与质量工程师分析缺陷成因,与采购部门协同供应商开发。清晰、准确、高效的沟通是项目顺利推进的润滑剂。工程师需具备良好的沟通协作能力。例如,与设计部门沟通齿轴结构的工艺性,避免因设计过于复杂导致加工困难;与采购部门协作选择性价比高的刀具与材料;与生产部门配合调整工艺参数,确保生产顺利进行。【协作的确太重要了,沟通顺畅大家干活就都很愉悦,最起码不会很窝火】
三、支撑长期职业发展的 职业素养
除知识与技能外,合格的齿轴工艺工程师还需具备以下职业素养,以适应行业发展与岗位要求。【这个有点备课本了,单不代表它不重要】
(一)严谨细致的工作态度
齿轴加工精度以 “微米” 为单位,微小的工艺偏差可能导致产品报废。工程师需保持严谨的工作态度,如编制工艺文件时仔细核对参数,检验产品时认真记录数据,避免因疏忽导致质量事故。【工艺工作也是一项“高危行业”,小则返工,大则批量报废,切记、切记!】
(二)持续学习的意识
机械制造技术迭代迅速,新设备(如五轴磨齿机)、新材料(如高强度铝合金齿轴)、新工艺(如 3D 打印齿轴)不断涌现,工程师需保持学习热情,通过参加行业展会、培训课程、技术论坛等方式更新知识体系。例如,近年来齿轮激光表面强化技术逐渐应用,工程师需学习该技术的原理与参数控制,评估其在齿轴加工中的可行性。【不论什么行业好像都得不断充电】
(三)责任意识与抗压能力
齿轴工艺工程师需对产品质量与生产效率负责,当出现批量质量问题或生产进度滞后时,需主动承担责任,积极协调资源解决问题。同时,面对订单交付压力、工艺改进难度大等情况,需具备较强的抗压能力,保持冷静的思维与高效的执行力。【压力哪里都有,这个主要自己调节,当然有个给力的领导就幸运多了】
(四)系统思维与全局观念
不能仅仅盯着自己的一道工序,要有从毛坯到成品、从单个零件到总成系统的全局视角。要理解热处理变形对后续磨齿余量的影响,要明白齿轮精度对总成噪音的贡献。系统思维能帮助工程师做出最优的工艺决策。
大家都想:从合格到卓越
齿轴工艺工程师是机械制造领域的 “技术工匠”,其知识与技能直接关系到齿轴产品的质量与企业的核心竞争力。一名合格的齿轴工艺工程师,需以扎实的理论知识为根基,以娴熟的实操与数字化技能为支撑,以严谨创新的职业素养为保障,在 “精度至上、效率优先” 的制造理念下,持续优化工艺、解决问题,随着智能制造的深入推进,齿轴工艺工程师还需不断突破认知边界,拥抱新技术、新模式。从 “传统工艺师” 向 “智能工艺专家” 转型,方能在行业变革中立足不败之地。【这段不是我写的,但是觉得总结的很到位】

我是woodykissme,定期分享有关,机械传动及齿轮加工方面的内容,对这方面感兴趣的小伙伴,可以关注我。希望能够与大家讨论一下:
齿轮的设计及加工方法,加工齿轮所用的刀具设计、制造及使用方面的相关问题。
齿轮刀具设计计算方法,相关应用程序的开发,CAD二次开发自动绘图等的相关技术问题。
刀具应用方面,刀具的切削参数、涂层和使用寿命,加工中遇到的问题和解决办法等问题。
今天就分享到这,感谢您抽出宝贵的时间阅读!