砂轮姿态调整的几何艺术:摆角与抬角变换的数学原理
在钻尖后刀面磨削工艺中,砂轮位姿的精确控制是保证加工质量的核心。当砂轮的初始姿态确定后,实际磨削过程中还需要进行精细的姿态调整,这就是摆角变换与抬角变换的几何意义所在。这两种变换不仅是避免干涉的技术手段,更是控制后刀面几何形状的精妙艺术。
从理想到现实:姿态调整的必要性
砂轮的初始磨削姿态建立在理想化的几何假设之上——砂轮大端平面与钻尖圆锥面母线完美相切。然而,真实的加工环境要复杂得多。钻尖结构紧凑,后刀面、端刃、圆锥面等特征相互交错,砂轮在运动过程中极易与这些非加工区域发生碰撞。此外,钻尖后刀面并非简单的平面,而是需要特定曲率的复杂曲面,仅靠初始姿态无法满足这些精度要求。
摆角(μ\muμ)和抬角(δ\deltaδ)的引入,正是为了解决这些实际问题。它们为砂轮提供了额外的运动自由度,使其能够在避免干涉的同时,精确地磨削出所需的曲面形状。这种思路体现了工程实践中从理想模型到现实应用的智慧过渡。
摆角变换:砂轮的"水平微调"
摆角变换的本质是让砂轮绕自身轴线旋转一个角度,这类似于人站立时左右摇头的动作。从几何角度看,这是一种刚体绕定轴旋转的运动。
数学上,我们使用旋转矩阵来描述这种变换。 对于绕任意单位矢量NNN旋转角度η\etaη的变换,其齐次坐标下的变换矩阵为:
Rot(N,η)=[NxNxversη+cosηNxNyversη−NzsinηNxNzversη+Nysinη0NyNxversη+NzsinηNyNyversη+cosηNyNzversη−Nxsinη0NzNxversη−NysinηNzNyversη+NxsinηNzNzversη+cosη00001] Rot(N, \eta) = \begin{bmatrix} N_xN_x\text{vers}\eta + \cos\eta & N_xN_y\text{vers}\eta - N_z\sin\eta & N_xN_z\text{vers}\eta + N_y\sin\eta & 0 \\ N_yN_x\text{vers}\eta + N_z\sin\eta & N_yN_y\text{vers}\eta + \cos\eta & N_yN_z\text{vers}\eta - N_x\sin\eta & 0 \\ N_zN_x\text{vers}\eta - N_y\sin\eta & N_zN_y\text{vers}\eta + N_x\sin\eta & N_zN_z\text{vers}\eta + \cos\eta & 0 \\ 0 & 0 & 0 & 1 \end{bmatrix} Rot(N,η)=NxNxversη+cosηNyNxversη+NzsinηNzNxversη−Nysinη0NxNyversη−NzsinηNyNyversη+cosηNzNyversη+Nxsinη0NxNzversη+NysinηNyNzversη−NxsinηNzNzversη+cosη00001
其中versη=1−cosη\text{vers}\eta = 1 - \cos\etaversη=1−cosη。这个看似复杂的矩阵实际上有着清晰的几何意义:它将旋转分解为矢量投影和垂直分量的组合,确保旋转后的矢量长度保持不变。
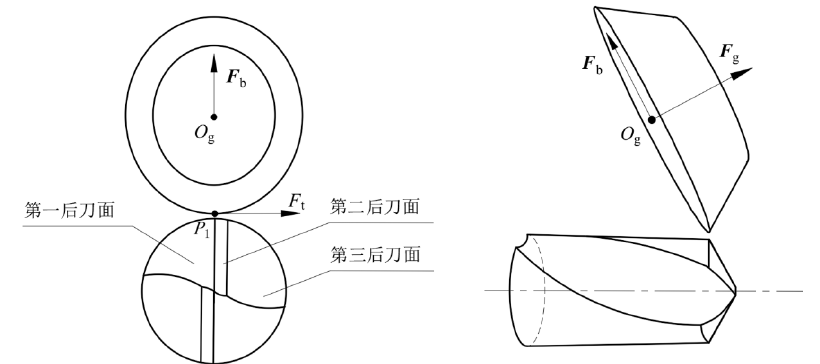
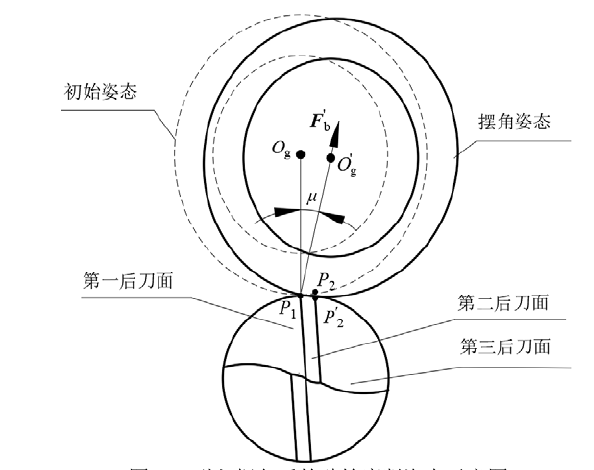
在摆角变换中,旋转轴就是砂轮自身的轴矢量FgF_gFg。 这意味着砂轮绕着自己中心轴旋转角度μ\muμ。这种旋转有一个重要特性:砂轮轴矢量FgF_gFg在变换前后保持不变,因为绕自身轴旋转不会改变轴的方向。
然而,其他相关的几何要素会发生显著变化。磨削点P1P_1P1的新位置通过旋转矩阵计算:
P1′=Rot(Fg,μ)⋅P1 P_1' = Rot(F_g, \mu) \cdot P_1 P1′=Rot(Fg,μ)⋅P1
更重要的是,从磨削点指向砂轮圆心的矢量FbF_bFb也会随之旋转:
Fb′=Rot(Fg,μ)⋅Fb F_b' = Rot(F_g, \mu) \cdot F_b Fb′=Rot(Fg,μ)⋅Fb
这种变换的物理效果十分精妙。 由于FbF_bFb的方向改变,砂轮圆心的实际位置也随之移动。新的圆心位置为:
Og′=P1′+Rg⋅Fb′ O_g' = P_1' + R_g \cdot F_b' Og′=P1′+Rg⋅Fb′
其中RgR_gRg是砂轮半径。这就意味着,虽然砂轮的"朝向"没有变,但它的整体位置发生了水平方向的偏移,恰好能够避开可能发生碰撞的区域。这种调整就像是在拥挤的空间中侧身通过,既保持了身体方向,又避免了触碰。
抬角变换:砂轮的"垂直精修"
如果说摆角变换解决了水平方向的干涉问题,那么抬角变换则专注于垂直方向的形状控制。抬角变换让砂轮绕着切矢FlF_lFl旋转角度δ\deltaδ,这类似于人站立时的点头动作。
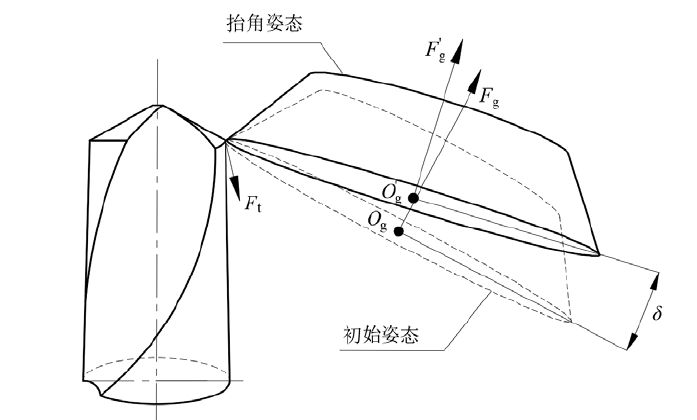
从几何学角度看,抬角变换改变了砂轮与工件的相对角度。 切矢FlF_lFl是砂轮在磨削点处的切线方向,由法矢FpF_pFp与砂轮轴矢量FgF_gFg的叉积决定:
Fl=Fp×Fg F_l = F_p \times F_g Fl=Fp×Fg
选择切矢作为旋转轴具有深刻的几何意义。这样一来,砂轮的旋转轴恰好沿着磨削点的切线方向,使得砂轮能够以最自然的方式调整其与工件表面的接触角度。
抬角变换的数学表达同样基于旋转矩阵:
砂轮轴矢量的新方向为:
Fg′′=Rot(Fl,δ)⋅Fg F_g'' = Rot(F_l, \delta) \cdot F_g Fg′′=Rot(Fl,δ)⋅Fg
矢量Fb′F_b'Fb′的新方向为:
Fb′′=Rot(Fl,δ)⋅Fb′ F_b'' = Rot(F_l, \delta) \cdot F_b' Fb′′=Rot(Fl,δ)⋅Fb′
最终的砂轮圆心位置为:
Og′′=P1′+Rs⋅Fb′′ O_g'' = P_1' + R_s \cdot F_b'' Og′′=P1′+Rs⋅Fb′′
抬角变换的工艺效果极为重要。 当δ=0\delta = 0δ=0时,砂轮以大端平面进行磨削,产生的是近似平面的后刀面。随着δ\deltaδ角的增大,砂轮逐渐从端面磨削过渡到圆周面磨削,能够加工出复杂的曲面后刀面。这种转变不仅影响了后刀面的形状,还改变了切屑流出的空间和刀具的散热性能,直接影响钻头的切削性能。
变换的协同效应:一加一大于二
摆角与抬角变换虽然可以单独分析,但在实际应用中它们共同作用,产生协同效应。变换的顺序也很有讲究:先进行摆角变换,再进行抬角变换。这种顺序保证了变换的层次性和可控性。
从数学上看,这是一个复合变换过程。 砂轮的最终位姿是初始位姿经过两次连续旋转的结果。在矩阵运算中,这种复合变换表现为矩阵的连乘:
Fg′′=Rot(Fl,δ)⋅[Rot(Fg,μ)⋅Fg] F_g'' = Rot(F_l, \delta) \cdot [Rot(F_g, \mu) \cdot F_g] Fg′′=Rot(Fl,δ)⋅[Rot(Fg,μ)⋅Fg]
由于矩阵乘法不满足交换律,变换顺序的不同会导致完全不同的结果。先摆角后抬角的顺序在实践中被证明是最有效的,因为它先解决干涉问题,再处理形状精度,符合工艺优化的逻辑。
这种复合变换的几何意义可以理解为在球面上的运动。 砂轮的取向变化可以看作是在单位球面上点的移动:摆角变换相当于沿着纬线移动,抬角变换相当于沿着经线移动。两个自由度的组合使得砂轮能够到达球面上的任意点,即能够实现任何需要的取向。
工程实践中的参数优化
摆角μ\muμ和抬角δ\deltaδ的具体数值需要通过优化确定。过小的角度可能无法有效避免干涉或达不到形状要求,过大的角度又可能导致磨削力分布不均或砂轮强度问题。
在实践中,这些参数的确定往往基于以下考虑:
- 通过几何分析确定避免干涉的最小必要角度
- 根据后刀面的设计曲率计算所需的抬角范围
- 考虑砂轮的刚性磨损特性确定安全的工作范围
- 通过实验验证优化最终的参数选择
这种参数优化过程体现了理论计算与工程经验的完美结合。数学公式提供了基础框架,而实践经验则赋予这个框架以生命力。
结语:几何之美与工艺之精
砂轮的摆角与抬角变换,表面上看是简单的旋转运动,深层次却蕴含着丰富的几何原理和工艺智慧。通过这些变换,我们能够将简单的砂轮运动转化为复杂的曲面创成过程,将抽象的数学计算转化为实在的加工精度。
这种从几何定义到工艺实现的转换,体现了制造技术的精髓:用严谨的数学语言描述复杂的物理过程,用简洁的几何变换解决棘手的工程问题。在这个过程中,摆角和抬角不仅是两个角度参数,更是连接设计与制造、理想与现实的桥梁。
正是这种对几何关系的深刻理解和对工艺需求的敏锐把握,使得钻尖磨削从一门技艺上升为一门科学,展现了人类智慧在解决复杂工程问题时的创造力和精确性。