设备能力指标(CP/CPK)
CPK的概念
CPK的定义
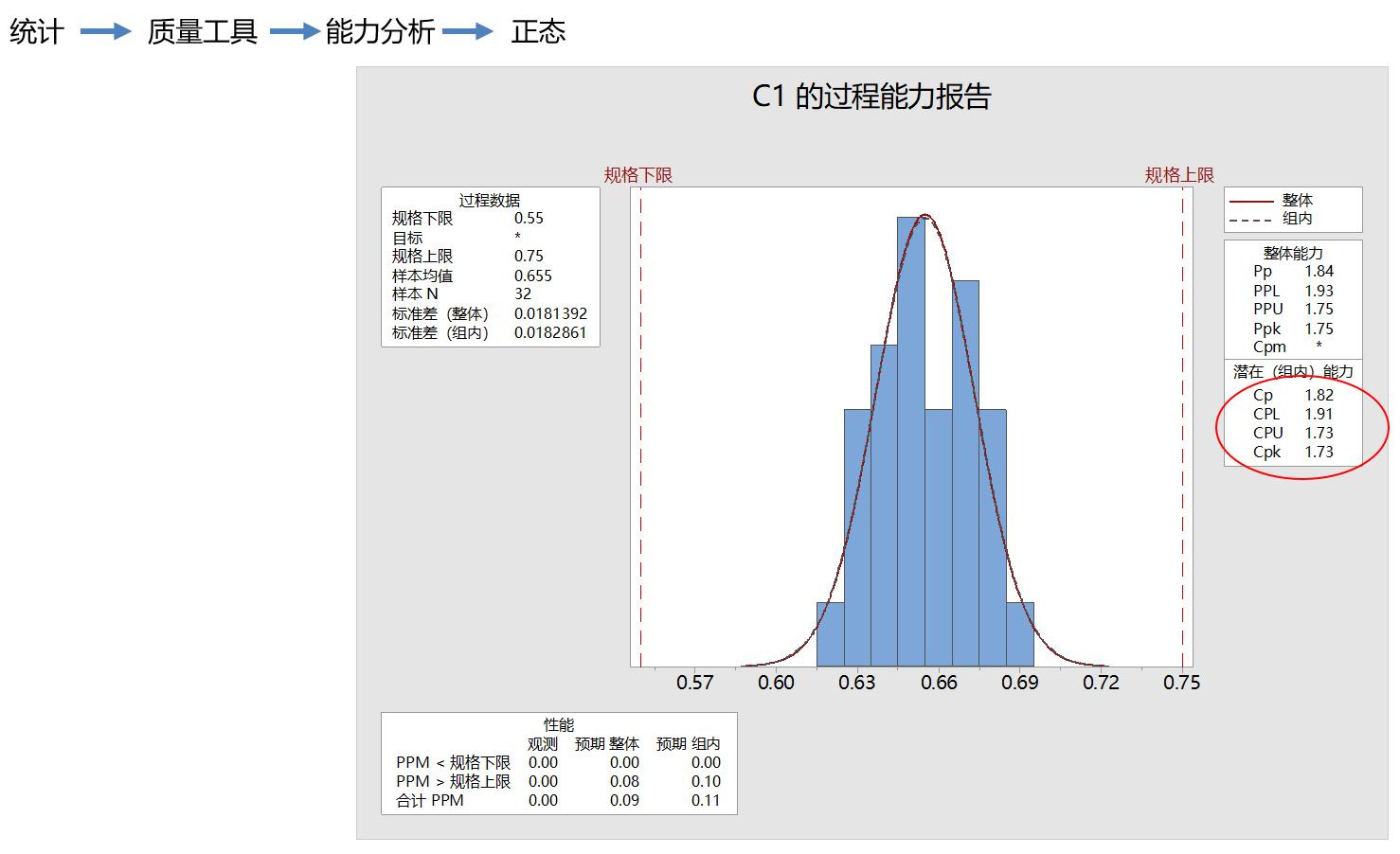
CPK(Capability Process index)也称 "制程能力指数",他是反映制程能力水平高与低的标准。CPK数值越高,表示生产出的产品质量越好,可靠性越高,反之,亦然。
过程能力:
过程能力是处于稳定生产状态下过程的实际加工能力,他是衡量过程波动的一种标志。对任何生产过程,产品的质量特性值总是有波动的。
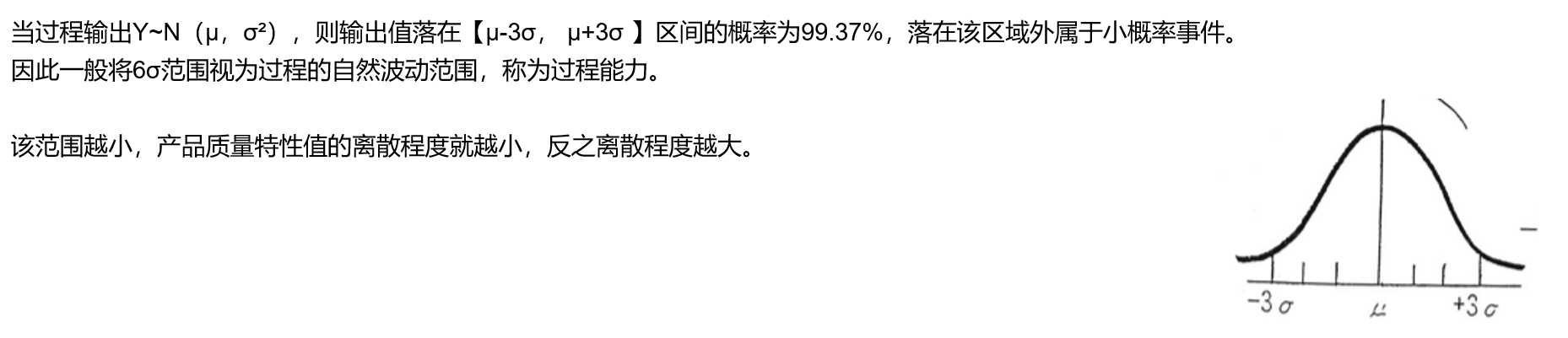
为了分析过程能力水平对于涉及要求或顾客要求的满足程度,需要将过程的波动范围与允许的公差范围进行比较,计算和分析过程能力指数。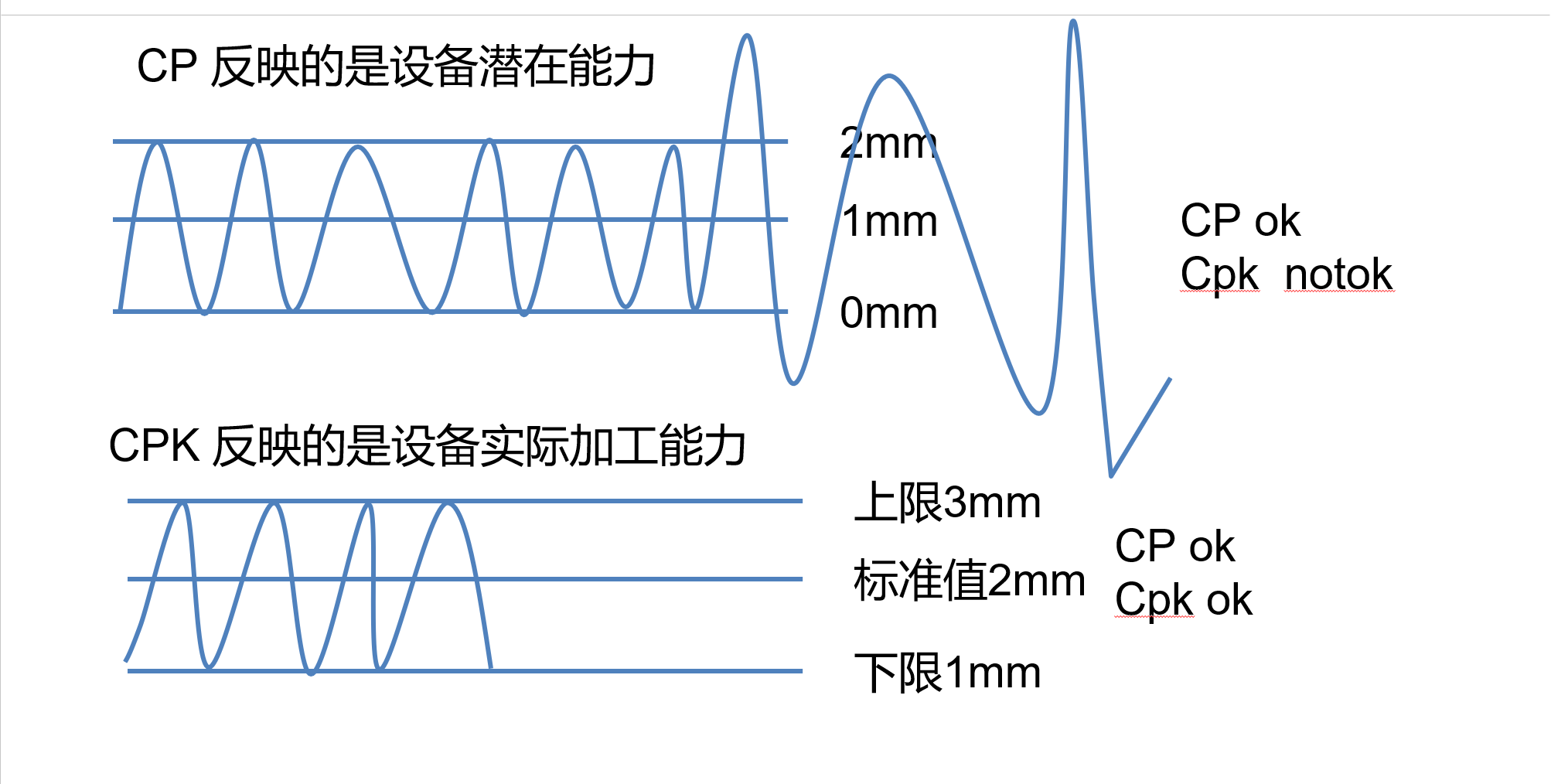
Cp的概念
CP(Complex Process Capability index)
Cp(Capability precision),称为 "制程精密度",反映的是制程特性的一致性程度
Cp数值越大越集中,品质越佳,数值越小越分散,品质越差。

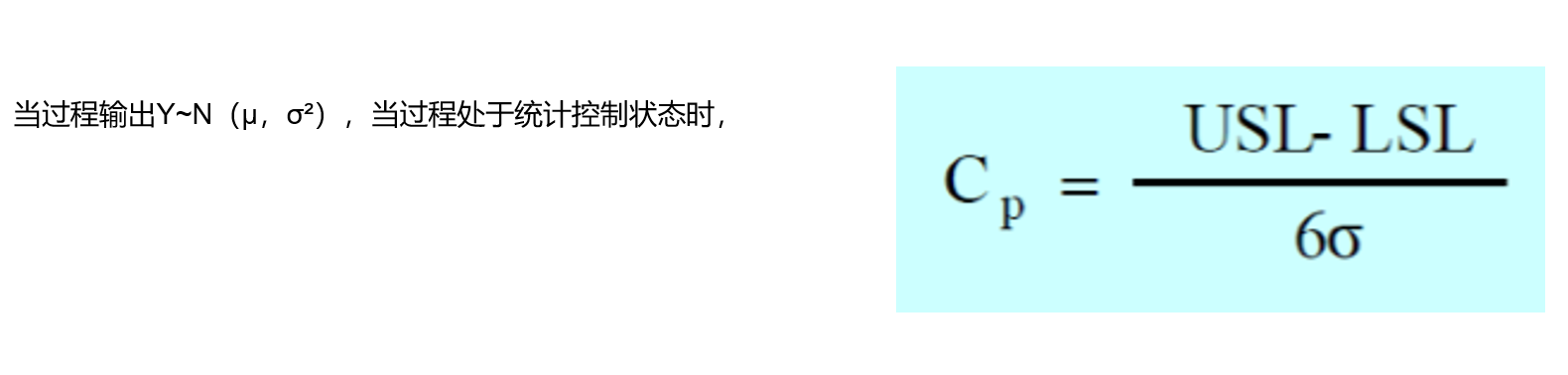
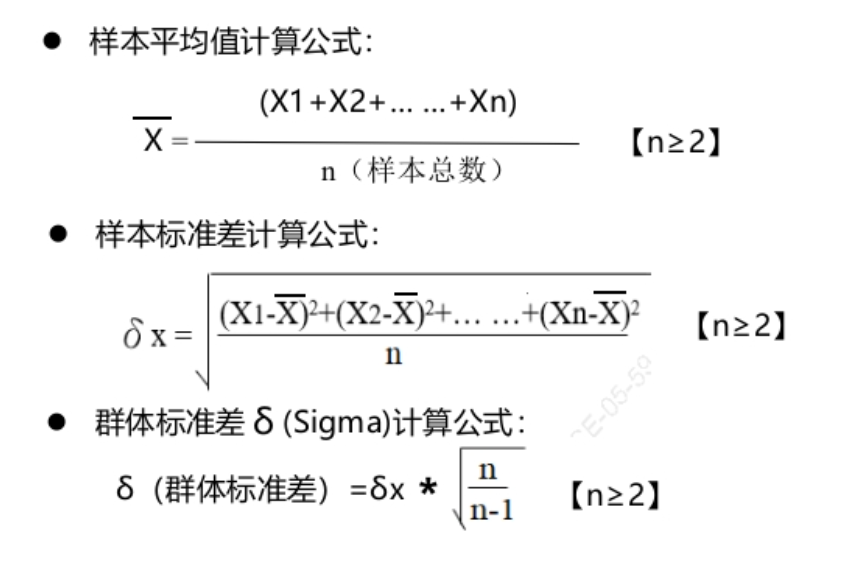
Cp计算公式
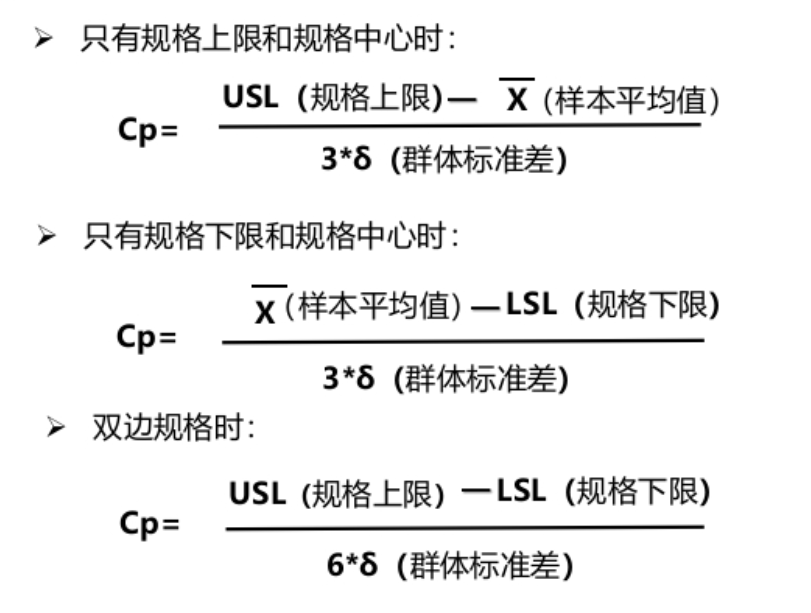
Cp相关公式
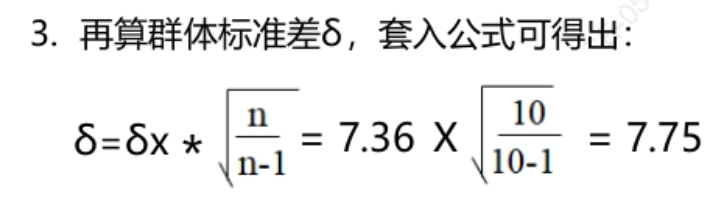
案例
白色温值x=281±15(266~296),如果获得x值10组数据如下:275、267、283、290、281、270、289、287、282、278,那么Cp数值为多少?



单边规格
单边规格,也称 "不对称规格",指的是只有规格上限(USL),或只有规格下限(LSL)。
例1:考试成绩不得低于60分,就是 ≥60分(规格下限)
例2:工件尺寸的高不得超过0.5mm,就是 ≤0.5mm(规格上限)
其中,USL,LSL分别为上下规格限。M=(USL+LSL)/2,为公差中心。
CP:反映过程潜在的能力的重要指标。Cp的计算与过程输出的均值无关,他是假定过程输出的均值与公差中心重合时的过程能力之比。因此Cp只是反应了过程的潜在能力。
双边规格
双边规格,称 "对称规格",指的是有规格上下限与中心值(CL),而规格上下限与中心值对称,此时数据越接近中心值越好。
例:工件加工长度规格为28±0.2mm。
Ca的概念
Ca(Capability accuracy),称为制程准确度,反映的是制程特性中心位置的偏移程度。
Ca数值越大,则代表偏移越大,品质越差,Ca数值越小,代表偏移越小,品质越佳。
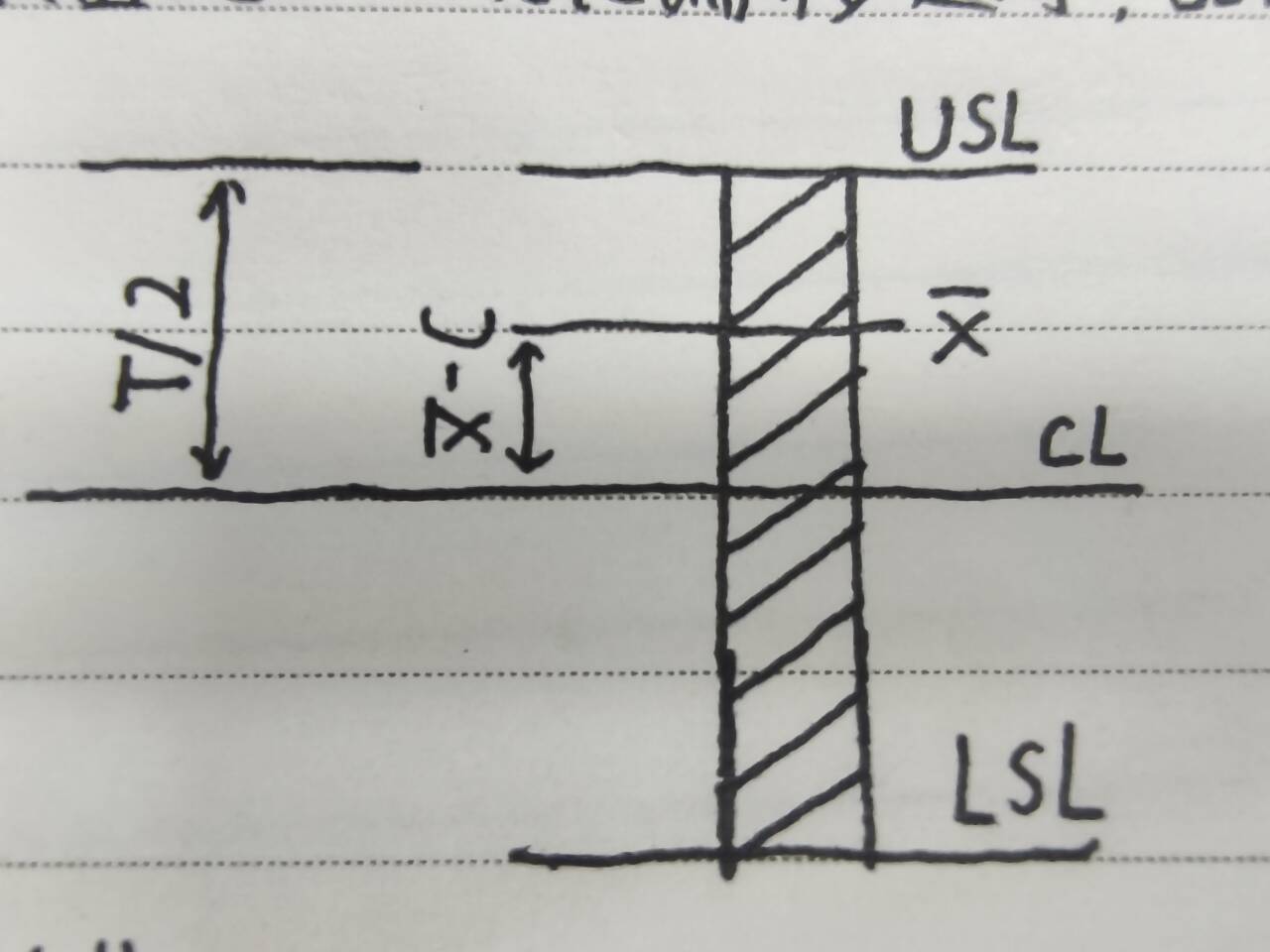
Ca的计算公式




注意:该公式只适用于双边规格的计算,因单边规格没有规格中心值(CL)
例题
例如:白色温值 X=281±15(266~296),如果获取 X值10组数据如下:275、267、283、290、281、270、289、287、282、278,那么Ca数值为多少?
- 算出这组数据的平均值X,套入公式:

- 算出规格中心值CL

- 算出规格公差T

"X"的Ca值,套入公式可得出
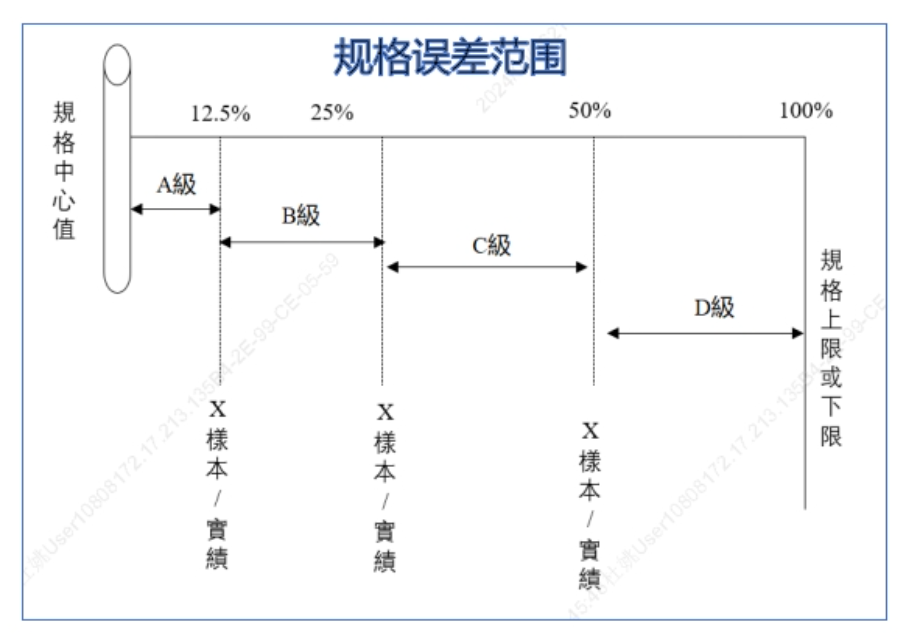
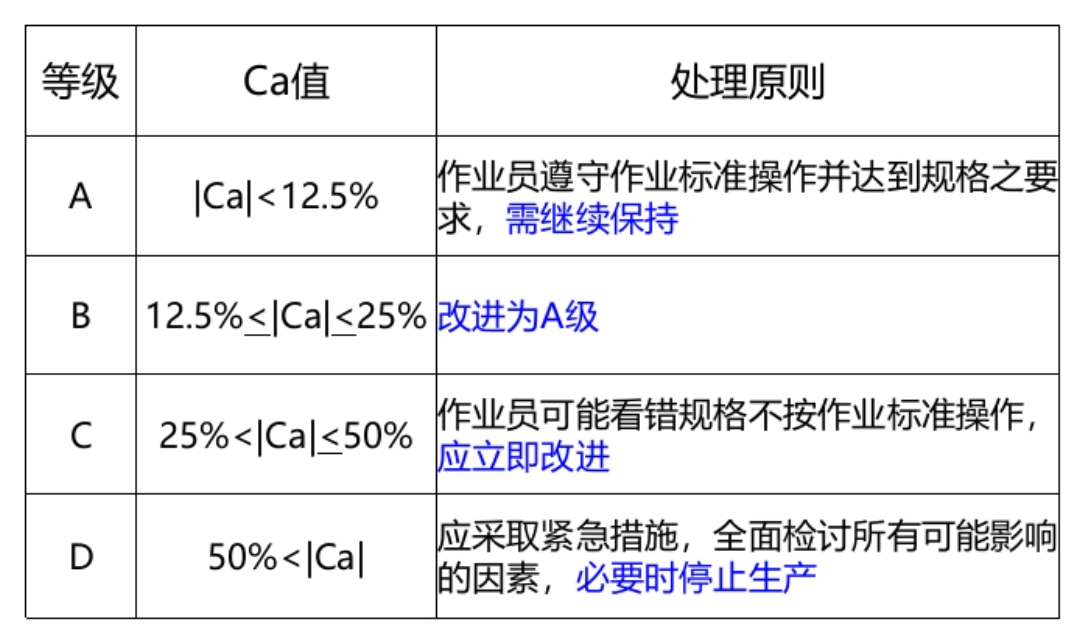
Ca等级评判及处理原则
评定参考:Ca越小,表示制程准确度越好,品质越佳,依Ca值大小可分为四个等级。
习题
如某设备的机种水平规格为315±4mm,某一天抽10组数据如:315、316、313、317、318、312、3133、314、315、318,则计算此制程准确度Ca,并判断出Ca等级。

另一天抽样10组数据如:305、308、309、310、311、313、310.5、312、309.5、314,则计算此制程准确度Ca,并判断出Ca等级。

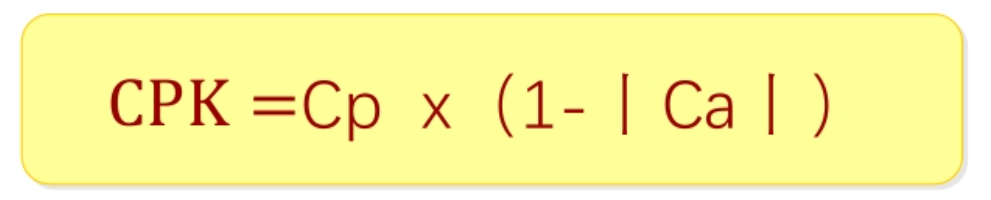
CPK的计算方式
Cpk的计算公式由Ca公式和Cp公式两部分构成,其计算公式如下:
Ca——制程准确度 Cp——制程精密度
注:计算CPK时,取样数据≥5,才具有一定代表性
当Ca=0时,CPK=CP(单边规格时,Cpk以Cp计算,需取绝对值)
CPK作用:是对项目的相关参数作一定数量的抽样测试。
CP/CPK数据处理