PCB设计工艺规范(二)基本布局要求
基本布局要求
- 1.PCBA加工工序
- 2.对器件以及PCB布局要求
资料来自网络,仅供学习使用。
1.PCBA加工工序
制成板的元件布局应保证制成板的加工工序合理,以便于提高制成板加工效率和直通率。
PCB 布局选用的加工流程应使加工效率最高。
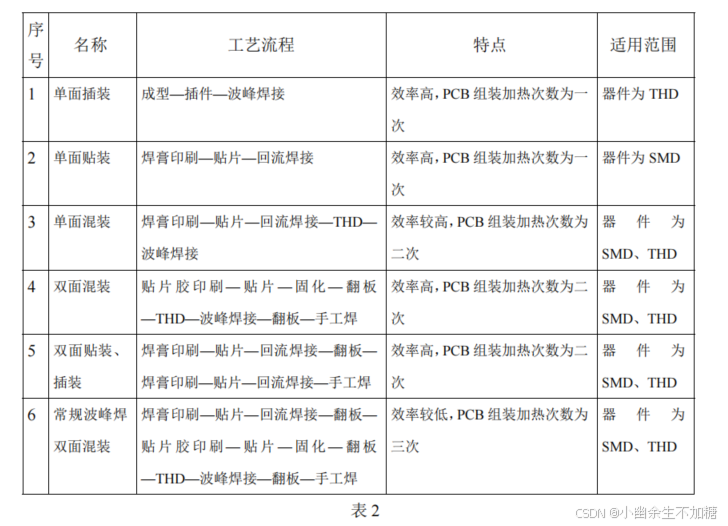
常用 PCBA 的6种主流加工流程如表 2:
波峰焊加工的制成板进板方向要求有丝印标明。
波峰焊加工的制成板进板方向应在 PCB 上标明,并使进板方向合理,若 PCB 可以从两个方向进板,应采用双箭头的进板标识。(对于回流焊,可考虑采用工装夹具来确定其过回流焊的方向)。
2.对器件以及PCB布局要求
两面过回流焊的 PCB 的 BOTTOM 面要求无大体积、太重的表贴器件需两面都过回流焊的 PCB,第一次回流焊接器件重量限制如下:
A=器件重量/引脚与焊盘接触面积;
片式器件:A≦0.075g/mm;
翼形引脚器件:A≦0.300g/mm;
J形引脚器件:A三0.200gmm;
面阵列器件:A≦0.100g/mm若有超重的器件必须布在 BOTTOM 面,则应通过试验验证可行性。
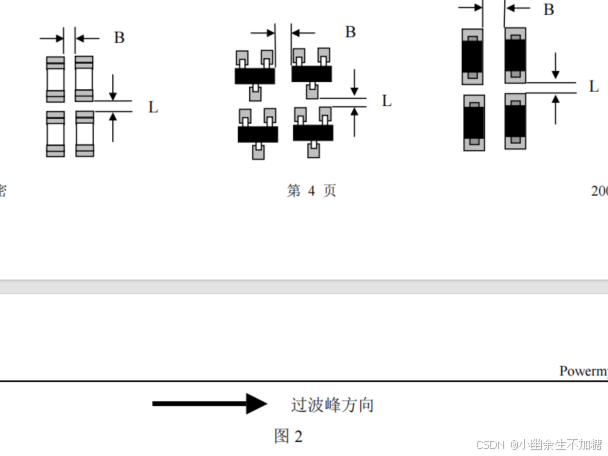
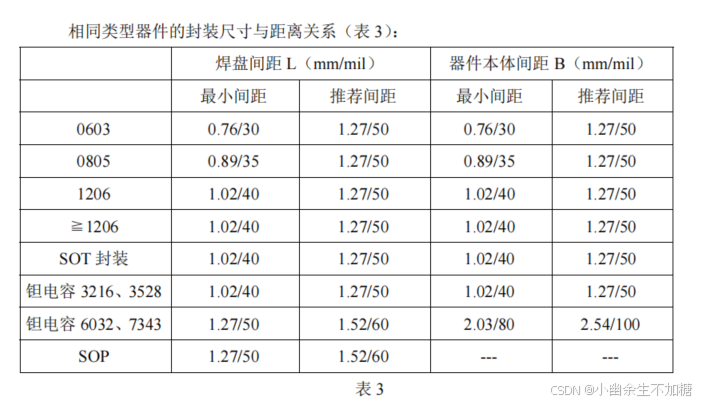
需波峰焊加工的单板背面器件不形成阴影效应的安全距离已考虑波峰焊工艺的 SMT 器件距离要求如下:
1)相同类型器件距离(见图2)
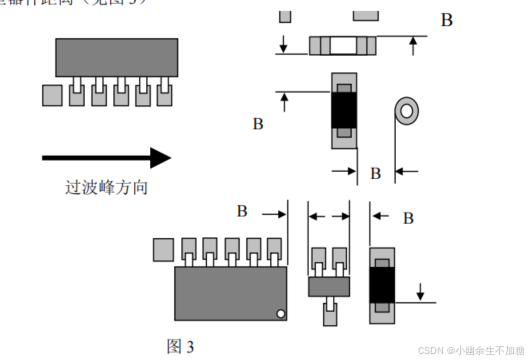
不同类型器件距离


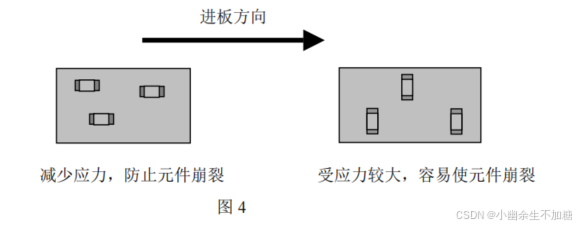
大于 0805 封装的陶瓷电容,布局时尽量靠近传送边或受应力较小区域,其轴向尽量与进板方向平行(图 4),尽量不使用 1825 以上尺寸的陶瓷电容。
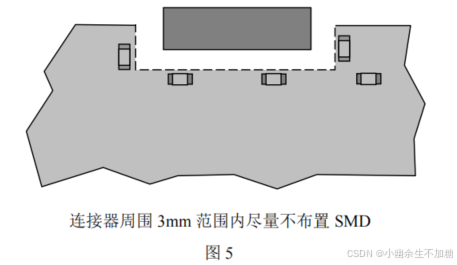
经常插拔器件或板边连接器周围 3mm 范围内尽量不布置 SMD,以防止连接器插拔时产生的应力损坏器件。如图5:
过波峰焊的表面贴器件的 stand of符合规范要求
过波峰焊的表面贴器件的 stand of应小于 0.15mm,否则不能布在 B面过波峰焊,若器件的 stand of在 0.15mm 与 0.2mm 之间,可在器件本体底下布铜箔以减少器件本体底部与 PCB表面的距离。
波峰焊时背面测试点不连锡的最小安全距离已确定
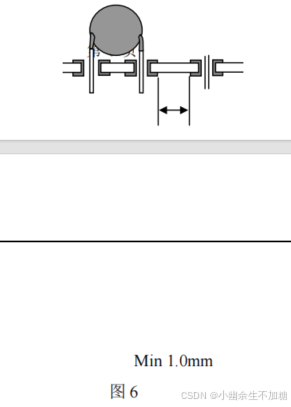
为保证过波峰焊时不连锡,背面测试点边缘之间距离应大于 1.0mm。过波峰焊的插件元件焊盘间距大于 1.0mm
为保证过波峰焊时不连锡,过波峰焊的插件元件焊盘边缘间距应大于1.0mm(包括元件本身引脚的焊盘边缘间距)。
优选插件元件引脚间距(pitch)≧2.0mm,焊盘边缘间距≧1.0mm。在器件本体不相互干涉的前提下,相邻器件焊盘边缘间距满足图6要求:
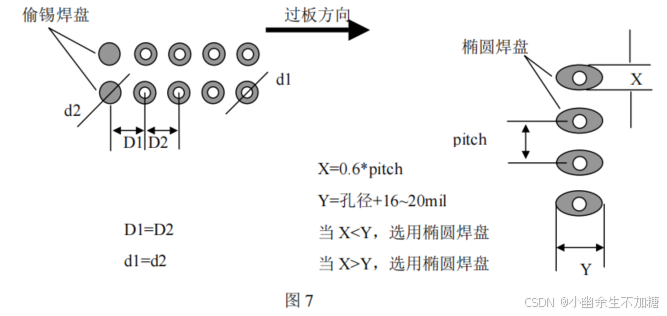
插件元件每排引脚为较多,以焊盘排列方向平行于进板方向布置器件时,当相邻焊盘边缘间距为 0.6mm–1.0mm 时,推荐采用椭圆形焊盘或加偷锡焊盘(图 7)。
BGA 周围 3mm 内无器件
为了保证可维修性,BGA 器件周围需留有 3mm 禁布区,最佳为 5mm 禁布区。一般情况下 BGA 不允许放置背面(两次过回流焊的单板地第一次过过回流焊面);当背面有BGA 器件时,不能在正面 BGA5mm 禁布区的投影范围内布器件。
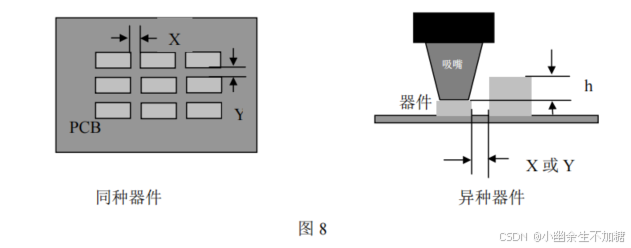
贴片元件之间的最小间距满足要求
机器贴片之间器件距离要求(图8):
同种器件:≧0.3mm
异种器件:≧0.13*h+0.3mm(h为周围近邻元件最大高度差)只能手工贴片的元件之间距离要求:≧1.5mm。
元器件的外侧距过板轨道接触的两个板边大于、等于 5mm(图9)
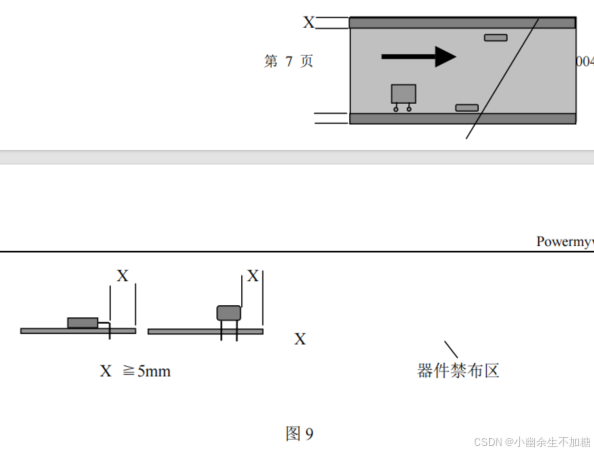
为了保证制成板过波峰焊或回流焊时,传送轨道的卡抓不碰到元件,元器件的外侧距板边距离应大于或等于 5mm,若达不到要求,则 PCB 应加工艺边,器件与 V-CUT 的距离≧lmm。
可调器件、可插拔器件周围留有足够的空间供调试和维修
应根据系统或模块的PCBA安装布局以及可调器件的调测方式来综合考虑可调器件的排布方向、调测空间:可插拔器件周围空间预留应根据邻近器件的高度决定。所有的插装磁性元件一定要有坚固的底座,禁止使用无底座插装电感
有极性的变压器的引脚尽量不要设计成对称形式
安装孔的禁布区内无元器件和走线(不包括安装孔自身的走线和铜箔)
金属壳体器件和金属件与其它器件的距离满足安规要求金属壳体器件和金属件的排布应在空间上保证与其它器件的距离满足安规要求。
对于采用通孔回流焊器件布局的要求
对于非传送边尺寸大于 300mm 的 PCB,较重的器件尽量不要布置在 PCB 的中间,以减轻由于插装器件的重量在焊接过程对 PCB 变形的影响,以及插装过程对板上已经贴放的器件的影响。
为方便插装,器件推荐布置在靠近插装操作侧的位置。
尺寸较长的器件(如内存条插座等)长度方向推荐与传送方向一致。
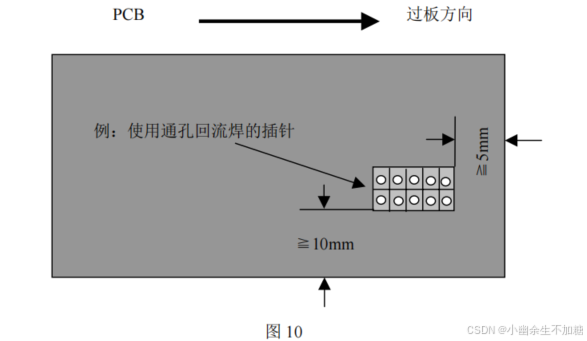
通孔回流焊器件焊盘边缘与 pitch≦0.65mm 的 QFP、SOP、连接器及所有的 BGA 的丝印之间的距离大于 10mm。与其它 SMT 器件间距离>2mm。通孔回流焊器件本体间距离>10mm。有夹具扶持的插针焊接不做要求。
通孔回流焊器件焊盘边缘与传送边的距离>10mm;与非传送边距离>5mm。
通孔回流焊器件禁布区要求
通孔回流焊器件焊盘周围要留出足够的空间进行焊膏涂布,具体禁布区要求为:对
a.于欧式连接器靠板内的方向 10.5mm 不能有器件,在禁布区之内不能有器件和过孔。
b.须放置在禁布区内的过孔要做阻焊塞孔处理。
器件布局要整体考虑单板装配干涉
器件在布局设计时,要考虑单板与单板、单板与结构件的装配干涉问题,尤其是高器件立体装配的单板等。
器件和机箱的距离要求
器件布局时要考虑尽量不要太靠近机箱壁,以避免将 PCB 安装到机箱时损坏器件。特别注意安装在 PCB 边缘的,在冲击和振动时会产生轻微移动或没有坚固的外形的器件:如立装电阻、无底座电感变压器等,若无法满足上述要求,就要采取另外的固定措施来满足安规和振动要求。
有过波峰焊接的器件尽量布置在 PCB 边缘以方便堵孔,若器件布置在 PCB 边缘,并且式装夹具做的好,在过波峰焊接时甚至不需要堵孔。
设计和布局 PCB 时,应尽量允许器件过波峰焊接。选择器件时尽量少选不能过波峰焊接的器件,另外放在焊接面的器件应尽量少,以减少手工焊接。
裸跳线不能贴板跨越板上的导线或铜皮,以避免和板上的铜皮短路,绿油不能作为有效的绝缘。
布局时应考虑所有器件在焊接后易于检查和维护。
电缆的焊接端尽量靠近 PCB 的边缘布置以便插装和焊接,否则 PCB 上别的器件会阻碍电缆的插装焊接或被电缆碰歪。
多个引脚在同一直线上的器件,象连接器、DIP 封装器件、T220 封装器件,布局时应使其轴线和波峰焊方向平行。(图 11)
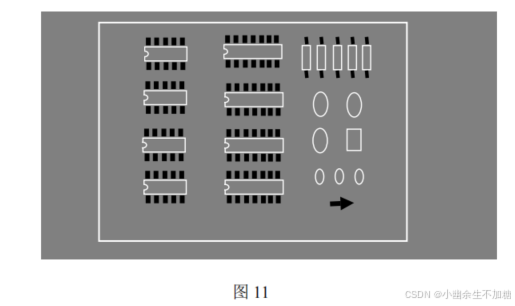
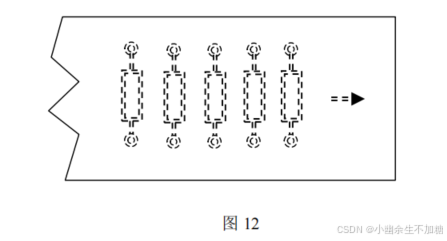
较轻的器件如二级管和 1/4W 电阻等,布局时应使其轴线和波峰焊方向垂直。这样能防止过波峰焊时因一端先焊接凝固而使器件产生浮高现象。(图12)
电缆和周围器件之间要留有一定的空间,否则电缆的折弯部分会压迫并损坏周围器件及其焊点。