局部厚铜:PCB技术革新,构筑电气新时代的动力基石
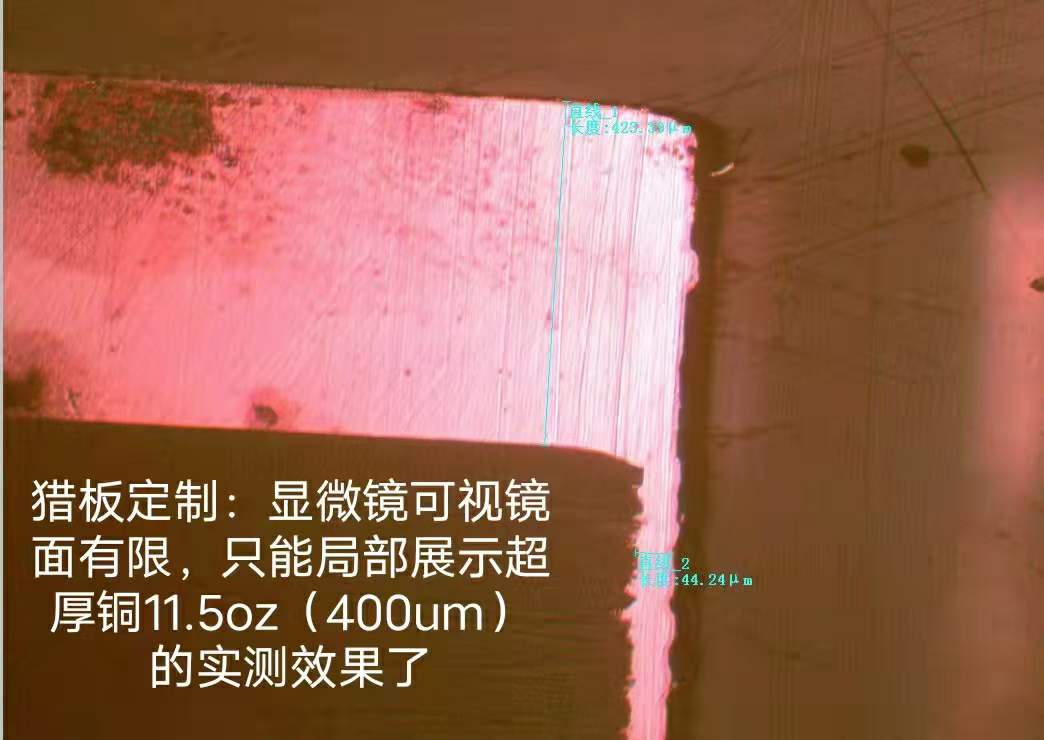
在PCB(印制电路板)设计领域,整板镀厚铜虽能提升载流能力,却面临工艺复杂度高、成本居高不下、信号完整性受损等多重挑战。因此,局部厚铜(或贴载铜块)技术的核心价值,在于精准平衡“高电流传输+高效散热”的核心需求,同时兼顾成本可控、工艺可行性与信号稳定性。其中,猎板凭借对PCB技术趋势的敏锐把握,优先采用局部厚铜工艺,旨在满足下游产品对“高载流、高散热、轻量化、高可靠”的严苛要求,成为高压电气时代的关键技术支撑之一。
一、核心优势:局部厚铜vs.贴铜块工艺的全方位碾压
局部厚铜与贴铜块虽同为“局部增强铜层”的方案,但在稳定性、成本、设计灵活性等维度存在本质差异,具体对比如下:
1.基板稳定性:从“风险隐患”到“绝对可靠”
贴铜块工艺:通过焊锡将预制铜块焊接在PCB焊盘预留区域,因“焊接介质”的存在,在复杂环境(高温、高湿、高盐分、高震动)中易出现脱落、偏移、分层问题,直接导致终端产品的可靠性风险,埋下市场故障隐患。
局部厚铜工艺:在PCB对应区域实现1:1等效加厚铜层,铜与基材完全贴合、一体化成型,无任何中间介质,即便在极端应用场景下,仍能保持极高稳定性,彻底消除风险隐患。
2.成本控制:从“高损耗+高备货”到“高利用率+零存货”
贴铜块工艺的成本痛点集中在“加工损耗”与“备货压力”:
铜块为纯金属件,需通过CNC切割、抛光成型,材料利用率仅60%,产生大量铜边角料浪费;
产品迭代时,旧铜块无法适配新设计,需重新开模定制,备货成本高且库存积压风险大。
局部厚铜工艺则通过化学沉积+掩膜电镀实现基材与厚铜一体化:
无材料切割损耗,直接在PCB指定区域加厚,成本更可控;
硬件工程师可自由调整二代、三代产品的厚铜区域形状、尺寸,无需考虑铜块适配性,彻底消除存货成本与迭代浪费。
3.设计自由化:从“被动妥协”到“主动优化”
贴铜块工艺:工程师需为铜块预留大量“冗余空间”——包括焊盘间距、相邻器件间距,且需严格匹配铜块的固定厚度与尺寸,设计灵活性受限,常需为适配铜块妥协原始方案。
局部厚铜工艺:基于原始PCB图纸直接设计局部铜层的“区域形状+厚度”,可根据生产预期最小化铜厚/铜面积,或结合层数、尺寸进行综合成本优化,设计自由度极高,无需为工艺妥协核心性能。
4.散热性能:从“延迟传导”到“高效同步”
散热效率的核心差异在于“热传导路径”与“界面热阻”:
贴铜块工艺:热量需先经PCB基材传导至焊接层,再传递到铜块,存在热响应延迟高、界面热阻大的问题,散热效率受中间介质制约。
局部厚铜工艺:通过化学沉积一体成型,热量从热源直接传导至整个厚铜层,热传导路径更短、界面热阻更低;且铜箔与基材热膨胀频率同步,不影响后期焊接,散热与导电性能均处于优级水平。
5.装配匹配性:从“尺寸限制”到“无缝适配”
贴铜块工艺:铜块为凸起结构,会改变PCB成品的尺寸、高度与体积,导致终端产品装配时面临“空间限制”,需额外调整结构设计。
局部厚铜工艺:按原设计图纸“等比平铺”加厚铜层,新增厚度对PCB整体尺寸影响极小,几乎不干扰后续装配流程,适配性更强。
二、实践案例:局部厚铜的典型应用场景
局部厚铜并非理论技术,已在高压、高功率领域实现规模化落地,成为产品性能突破的关键:
平面变压器:局部厚铜的“高频化+高功率密度”典范
在100kW车载充电机(OBC)中,平面变压器的设计核心是“小型化+高效散热”,猎板通过局部厚铜工艺精准实现这一目标:
将线圈区域采用6oz局部厚铜,可稳定承载50kHz频率下的100A大电流,对比传统漆包线绕组,体积直接缩小60%;
厚铜线圈与氮化铝陶瓷基板直接绑定,热阻降至1.2℃/W,无需额外加装散热器,既减轻重量,又降低成本。
此外,汽车电机领域的绕线定子,因手工缠绕线圈存在“成本高、体积大、重量沉”的痛点,行业正逐步转向PCB线圈板设计——通过局部厚铜工艺实现线圈一体化,为新型电机的轻量化、高可靠性需求提供核心支撑。
三、结语:局部厚铜,高压时代的“生存法则”
随着电气产品向高压、高功率、小型化方向迭代,对PCB的载流与散热要求已迈入新台阶。局部厚铜不再是“可选技术”,而是满足产品核心性能、保障市场竞争力的“必选项”。其在稳定性、成本、设计灵活性上的综合优势,正推动PCB技术从“通用化”向“精准化”升级,成为构筑电气新时代的动力基石。