【新启航】飞机起落架外筒深孔型腔的测量方法 - 激光频率梳 3D 轮廓检测
一、引言
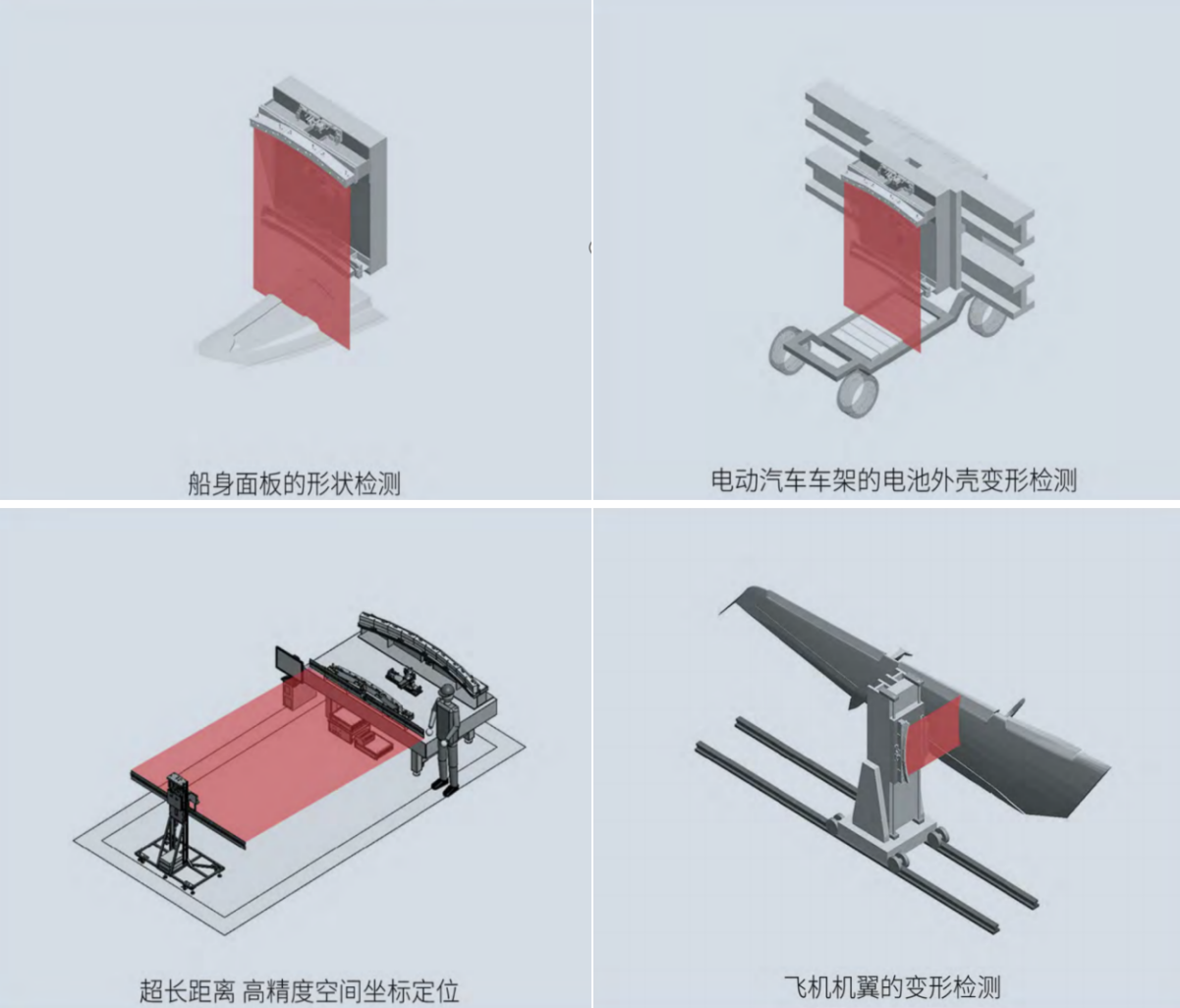
飞机起落架外筒深孔型腔(深度 1500-3000mm,直径 80-200mm)作为承力与导向关键结构,其内壁轮廓精度直接影响起落架收放可靠性与疲劳寿命。该类深孔型腔常含阶梯面、锥度段及退刀槽等复杂结构,传统测量方法面临效率低、精度不足等挑战。激光频率梳 3D 轮廓检测技术凭借长量程、纳米级精度及非接触特性,为外筒深孔型腔的精密测量提供了创新解决方案。
二、传统测量方法的局限性
(一)接触式测量效率与精度瓶颈
内径千分尺对 3000mm 深孔逐点测量需耗时超 5 小时,且探针在深孔中弯曲变形导致直径测量误差达 ±0.15mm。机械臂式接触测量虽实现自动化,但探头在深孔内的摆动误差(摆动角度>0.5°)使轮廓坐标偏差超 ±0.1mm,无法满足起落架外筒 ±0.03mm 的装配精度要求。
(二)非接触式测量的适应性不足
工业 CT 检测受限于射线穿透厚度,对 200mm 以上金属壁厚的外筒深孔,图像分辨率降至 0.8mm,难以识别≤0.5mm 的内壁缺陷。激光三角法在深孔中受漫反射与光路遮挡影响,测量距离超过 2000mm 时,精度从 ±0.03mm 降至 ±0.2mm,且无法完整获取阶梯面等复杂结构的轮廓数据。
三、激光频率梳检测系统原理与架构
(一)硬件系统构成
检测系统由飞秒激光频率梳光源(重复频率 100MHz,相干长度>5m)、刚性支撑内窥模块(直径 40mm,工作距离 0-3.5m)、六轴机械臂(定位精度 ±0.005mm)及相位干涉探测器组成。特制长焦深光学镜头(视场角 70°)配合光束整形技术,实现深孔内壁的均匀照明与光斑直径≤5μm 的聚焦能力。
(二)测量原理
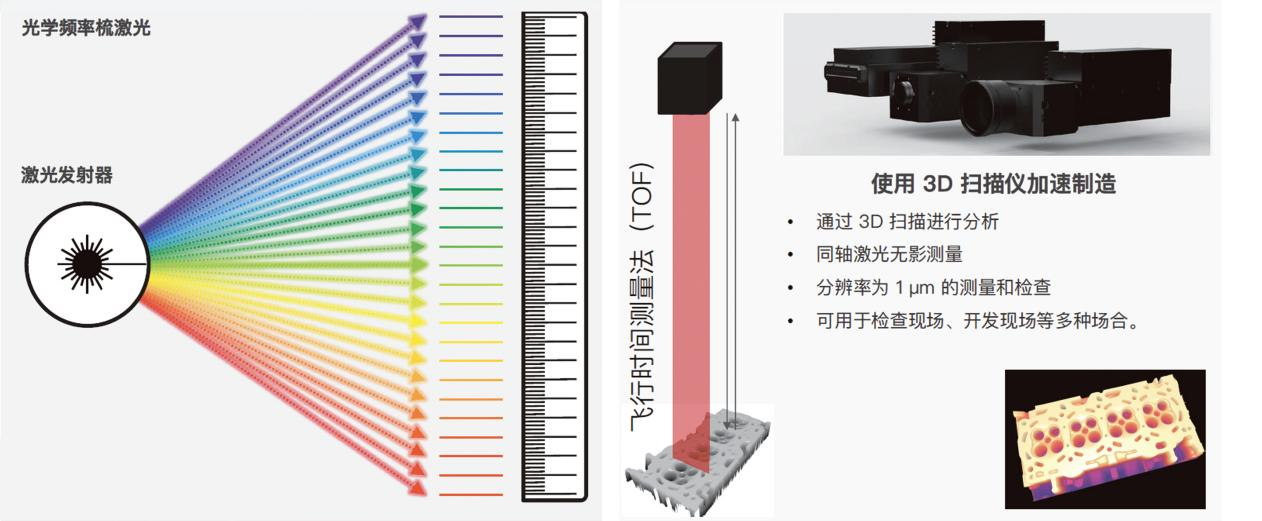
基于光频梳相干测距与飞行时间融合原理,发射的飞秒脉冲序列经分束器分为测量光与参考光。测量光通过刚性内窥模块入射至型腔内壁,反射光与参考光在探测器处产生干涉,通过频域分析获取飞秒级时间差 Δt,利用公式d = c \cdot \Delta t / 2计算测点距离。结合六轴机械臂的螺旋扫描轨迹,构建内轮廓三维点云,轴向测量精度达 ±5μm,径向精度达 ±2μm。
四、外筒深孔型腔测量方法
(一)分段螺旋扫描策略
针对 3000mm 级深孔型腔,采用 1000mm 分段螺旋扫描方式:先以 50mm 层间距粗扫描获取轮廓概貌,通过点云配准算法(如 NDT)识别相邻段重叠区域,再以 0.1mm 扫描步长对全孔精扫描。在深孔轴线偏移>0.2mm 时,机械臂启动实时补偿机制,确保扫描轨迹与孔轴线同轴度误差<0.01mm。
(二)多物理场数据融合算法
开发光强 - 相位 - 温度 - 振动四场融合算法:通过 1030nm/1550nm 双波长激光解算相位歧义,利用反射光强分布识别油污区域;引入高精度温度传感器(精度 ±0.05℃)补偿温漂对光速的影响,结合三轴振动传感器(采样频率 20kHz)抑制环境振动干扰。采用高斯滤波与形态学滤波组合去噪,通过 RANSAC 算法拟合深孔轴线与特征平面,实现圆度、圆柱度等形位公差的高精度评估(误差<20nm)。
五、实验验证与应用
(一)主起落架外筒深孔检测
对某型客机主起落架外筒深孔(直径 180mm,深度 2800mm,含 4 处阶梯结构)进行检测,螺旋扫描(螺距 0.5mm)获取点云密度 12 点 /mm²。检测结果显示,阶梯面平面度误差≤0.015mm,阶梯高度差测量误差≤0.01mm,较传统内径千分尺效率提升 30 倍,成功识别出 5 处≤0.1mm 的内壁划痕缺陷。
(二)前起落架外筒锥度腔检测
在前起落架外筒锥度腔(直径 100-150mm,深度 2000mm,锥度 1.2°)检测中,采用分区扫描(分 3 个区域),公共特征点配准误差<10μm。测量显示,锥度角测量误差≤0.002°,大端与小端直径偏差≤0.02mm,检测时间从传统方法的 6 小时缩短至 40 分钟,满足起落架外筒与活塞杆的配合精度要求。
(三)应力集中区精细测量
针对外筒深孔应力集中区(如过渡圆角处),启用局部放大扫描(扫描步长 0.02mm)。在某型起落架疲劳试验件检测中,捕捉到圆角处≤40μm 的微裂纹,该裂纹会导致应力集中系数增加 15%,为起落架结构强度分析提供了关键微观数据。
六、技术优势分析
该检测方法在起落架外筒深孔型腔测量中具有显著优势:非接触测量避免了传统接触式测量的探头磨损问题,适用于硬铬镀层等易损伤表面;长量程高精度特性(0-3.5m 测量范围,±2μm 径向精度)满足外筒深孔的全尺寸检测需求;三维轮廓与有限元分析的深度融合,可直接评估内轮廓误差对起落架承载性能的影响。在深径比>25 的极端深孔检测中,效率较传统方法提升 40 倍以上,为飞机起落架的制造与维修提供了核心检测技术保障。
激光频率梳3D光学轮廓测量系统简介:
20世纪80年代,飞秒锁模激光器取得重要进展。2000年左右,美国J.Hall教授团队凭借自参考f-2f技术,成功实现载波包络相位稳定的钛宝石锁模激光器,标志着飞秒光学频率梳正式诞生。2005年,Theodor.W.Hänsch(德国马克斯普朗克量子光学研究所)与John.L.Hall(美国国家标准和技术研究所)因在该领域的卓越贡献,共同荣获诺贝尔物理学奖。
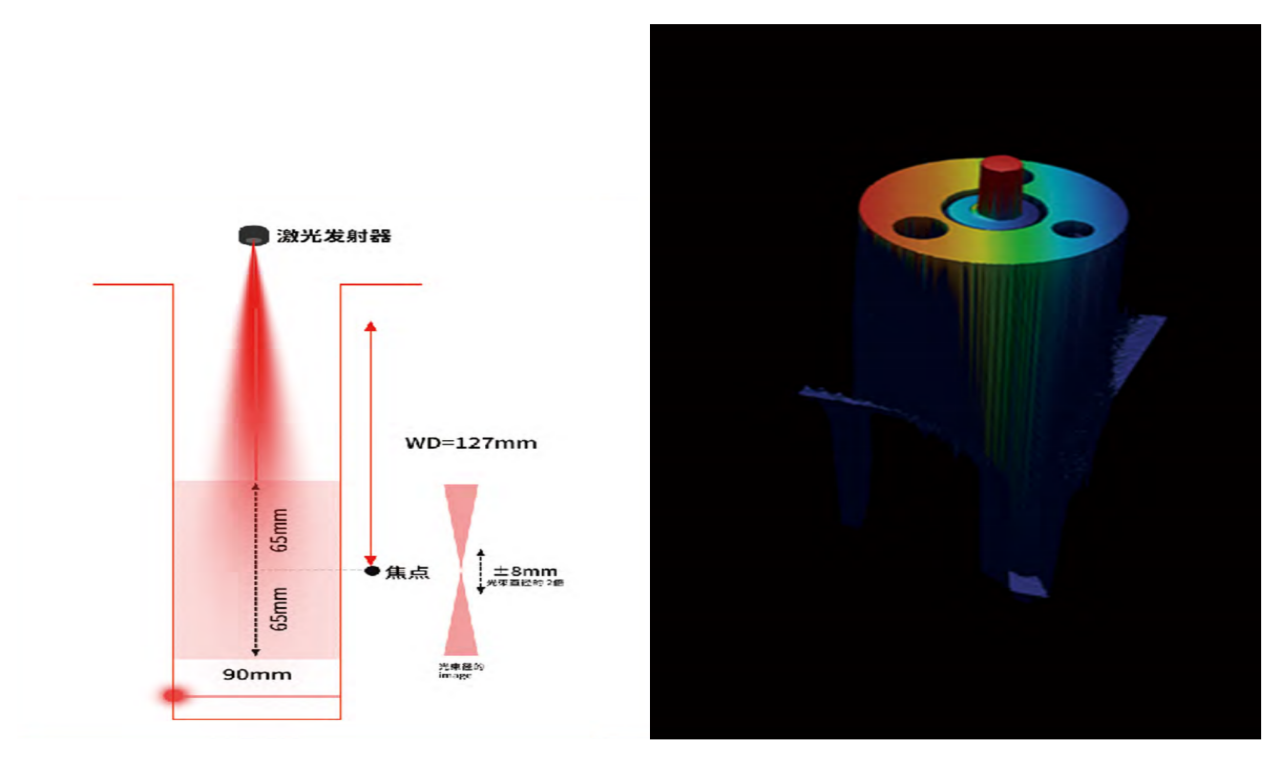
系统基于激光频率梳原理,采用500kHz高频激光脉冲飞行测距技术,打破传统光学遮挡限制,专为深孔、凹槽等复杂大型结构件测量而生。在1m超长工作距离下,仍能保持微米级精度,革新自动化检测技术。
核心技术优势
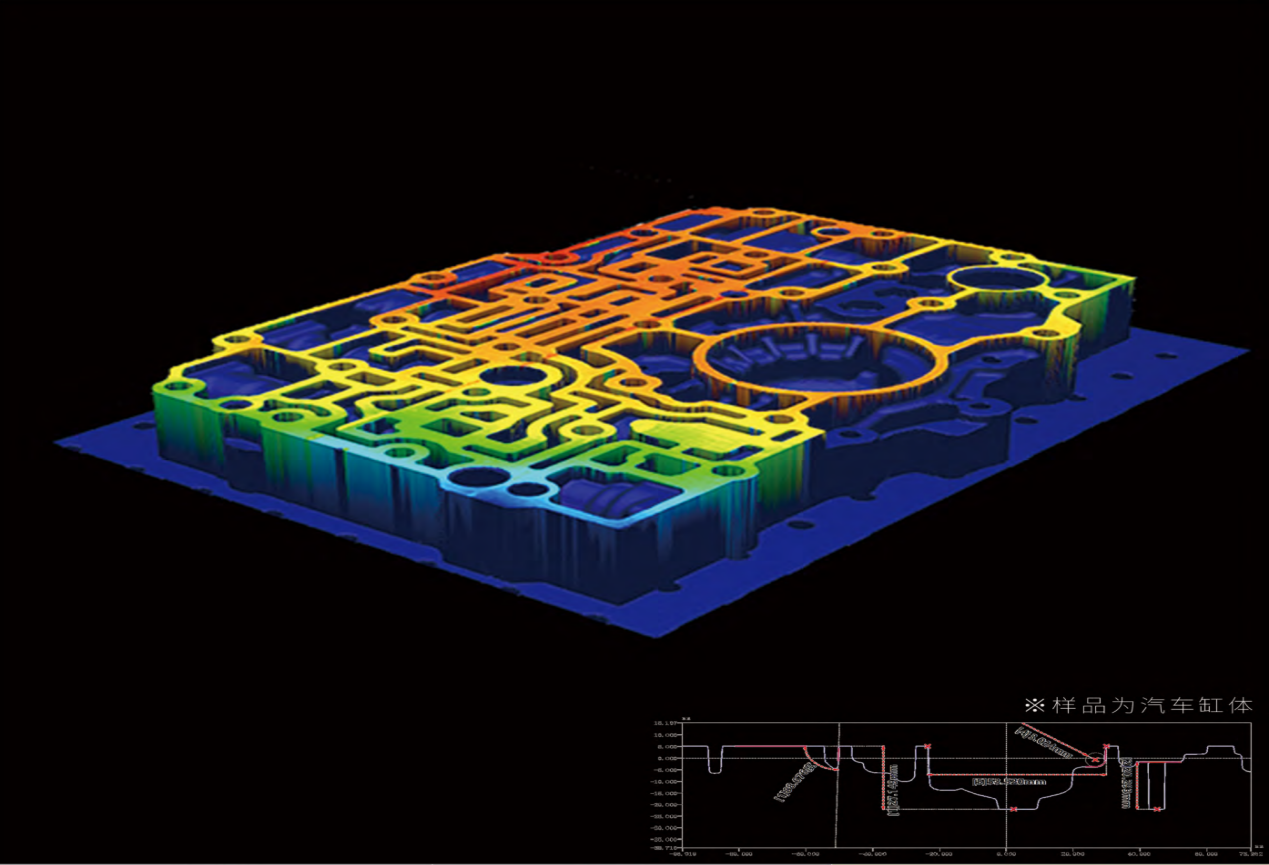
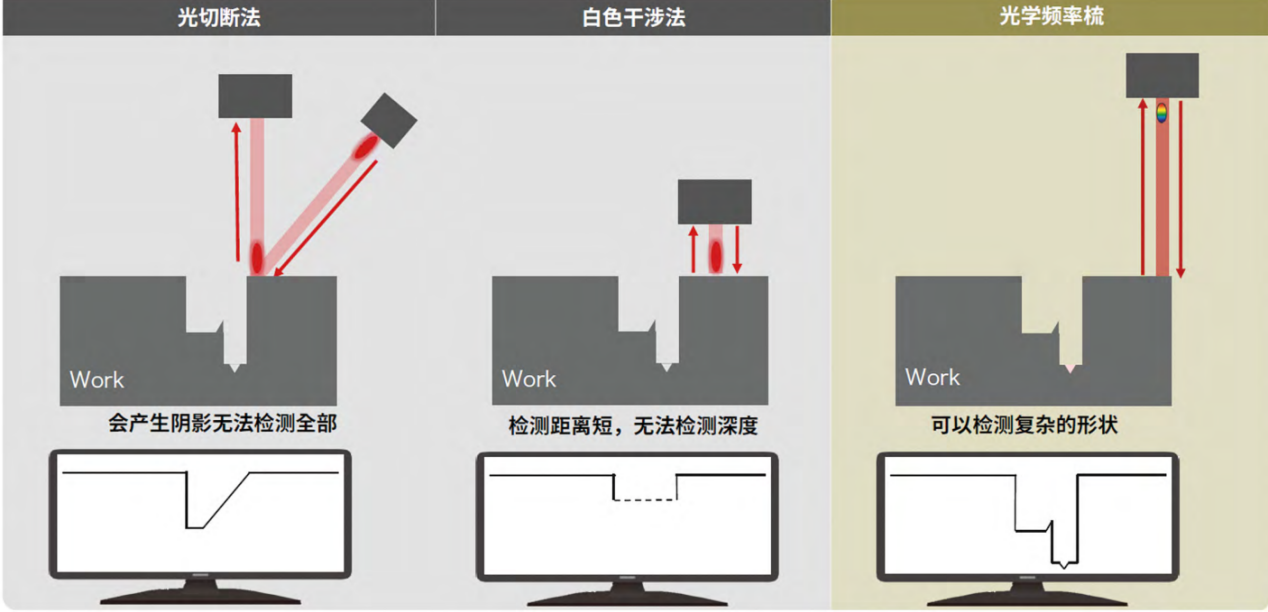
①同轴落射测距:独特扫描方式攻克光学“遮挡”难题,适用于纵横沟壑的阀体油路板等复杂结构;
(以上为新启航实测样品数据结果)
②高精度大纵深:以±2μm精度实现最大130mm高度/深度扫描成像;
(以上为新启航实测样品数据结果)
③多镜头大视野:支持组合配置,轻松覆盖数十米范围的检测需求。
(以上为新启航实测样品数据结果)