船舶机械零件的深孔工艺及检测方法 —— 激光频率梳 3D 轮廓检测
引言
船舶机械零件中的深孔结构(深径比>15:1)直接影响动力系统可靠性,如柴油机缸体深孔、推进轴系润滑油孔等。此类深孔具有孔径大(φ10 - 50mm)、深度深(500 - 2000mm)、表面质量要求高(Ra≤1.6μm)等特点,其制造工艺与检测技术需兼顾效率与精度。激光频率梳 3D 轮廓检测技术为船舶深孔全流程质量控制提供了创新解决方案。
船舶机械零件深孔制造工艺
枪钻加工工艺
采用单刃外排屑枪钻(直径 φ10 - 30mm),在切削液(极压乳化液,浓度 8 - 10%)高压(3 - 5MPa)冷却下加工深径比 30:1 的直孔。优化参数为:切削速度 80 - 120m/min,进给量 0.05 - 0.1mm/r,切削液流量 150 - 200L/min。某型柴油机缸体 φ20mm×600mm 深孔加工中,该工艺实现直线度≤0.1mm/100mm,表面粗糙度 Ra≤1.6μm,但存在刀具磨损快(每 100mm 磨损 0.02mm)、排屑困难等问题。
BTA 深孔加工工艺
采用双刃内排屑 BTA 钻头(直径 φ30 - 50mm),在矿物油基切削液(粘度 40 - 60cSt)中以高压(2 - 4MPa)循环加工深径比 25:1 的深孔。优化参数:切削速度 100 - 150m/min,进给量 0.1 - 0.2mm/r,切削液流量 200 - 300L/min。在船舶推进轴系 φ40mm×1500mm 润滑油孔加工中,该工艺使孔壁粗糙度 Ra≤1.2μm,直线度≤0.08mm/100mm,但设备投入大,适用于大批量生产。
振动深孔加工工艺
在传统深孔钻床上叠加轴向振动(振幅 10 - 20μm,频率 20 - 50kHz),配合乳化液冷却,可加工深径比 40:1 的深孔。某型邮轮柴油机 φ35mm×1200mm 深孔加工中,该工艺将切削力降低 30%,刀具寿命延长 2 倍,表面粗糙度 Ra≤1.0μm,直线度≤0.05mm/100mm,有效解决了深孔加工中的颤振问题。
深孔检测难点分析
结构与精度挑战
船舶深孔直径大、深度深,传统接触式检测如电感测微仪的测杆(长度≤500mm)无法满足 2000mm 深孔检测需求,且接触力(>10mN)易导致薄壁孔变形。工业 CT 受限于穿透深度(钢铁材料<100mm),无法检测大厚度零件;超声波检测在深径比>20:1 时,因声束发散导致深度测量误差>0.5mm。
功能关联性误差影响
船舶深孔的圆度误差需≤0.05mm,直线度≤0.1mm/100mm,否则会导致润滑油流动阻力增大 15%,引起轴系过热。传统激光三角法在深孔检测中,因光斑发散导致径向测量误差>0.2mm,无法满足船舶机械高可靠性要求。
激光频率梳 3D 轮廓检测方法
检测系统集成
设计直径 5mm 的光纤探头,内置 1550nm 光频梳激光模块(重复频率 500MHz,脉宽 50fs),配合伺服电机驱动二维扫描振镜(扫描角度 ±45°),轴向进给机构采用光栅尺定位(分辨率 1μm)。采用双波长互补技术:1550nm 常规测距、1064nm 穿透油污层(穿透深度>5mm),惯性测量单元实时补偿振动误差(≤±10μm)。
检测工艺实现
采用 “分段扫描 - 智能拼接” 策略:将 2000mm 深孔分为 4 段,每段 500mm,以 5mm/s 速度、200 点 /mm 密度扫描,局部缺陷区域以 1mm/s 速度、1000 点 /mm 密度精扫。深度学习点云去噪网络剔除切削液反光点(误检率<0.5%),最小二乘法拟合孔壁中心线,计算直线度与圆度,生成偏差色谱图(红色>0.05mm,绿色≤0.02mm)。
精度验证实验
对 φ30mm×1000mm 标准深孔重复测量 50 次,深度标准偏差 10μm,直径标准偏差 15μm,直线度测量误差≤0.03mm/100mm。与三坐标测量机比对吻合度 98.7%,可识别 0.1mm 的孔壁凸起与 0.05mm 的划痕。某船舶柴油机生产线应用显示,该技术使深孔一次合格率从 85% 提升至 96.3%,维修成本降低 30%。
制造与检测协同优化
加工 - 检测闭环控制
检测系统通过 Modbus 协议与深孔加工机床实时交互数据,当直线度偏差>0.08mm/100mm 时,自动调整切削速度(±10m/min)或进给量(±0.02mm/r)。某批次推进轴系深孔加工中,该闭环使深孔直线度合格率从 78% 提升至 94%,单孔加工时间缩短 15%。
复合检测工艺创新
提出 “激光频率梳粗测 - 超声波精测” 复合工艺:激光频率梳快速获取深孔整体轮廓(耗时 2min),超声波探头(频率 10MHz)对关键区域精细检测(耗时 1min)。相比传统单一检测方法,效率提升 2 倍,深度测量精度达 ±0.03mm,满足船舶机械 API - 612 标准要求。
技术挑战与发展方向
当前面临超大深径比(>50:1)孔底信号衰减问题,需研发高功率光频梳光源(功率>1W);船舶零件表面防锈涂层(反射率 10 - 80%)影响测量稳定性,需优化自适应增益控制算法。未来将融合机器人技术与激光频率梳检测,实现船舶深孔在役检测智能化。
激光频率梳3D光学轮廓测量系统简介:
20世纪80年代,飞秒锁模激光器取得重要进展。2000年左右,美国J.Hall教授团队凭借自参考f-2f技术,成功实现载波包络相位稳定的钛宝石锁模激光器,标志着飞秒光学频率梳正式诞生。2005年,Theodor.W.Hänsch(德国马克斯普朗克量子光学研究所)与John.L.Hall(美国国家标准和技术研究所)因在该领域的卓越贡献,共同荣获诺贝尔物理学奖。
系统基于激光频率梳原理,采用500kHz高频激光脉冲飞行测距技术,打破传统光学遮挡限制,专为深孔、凹槽等复杂大型结构件测量而生。在1m超长工作距离下,仍能保持微米级精度,革新自动化检测技术。
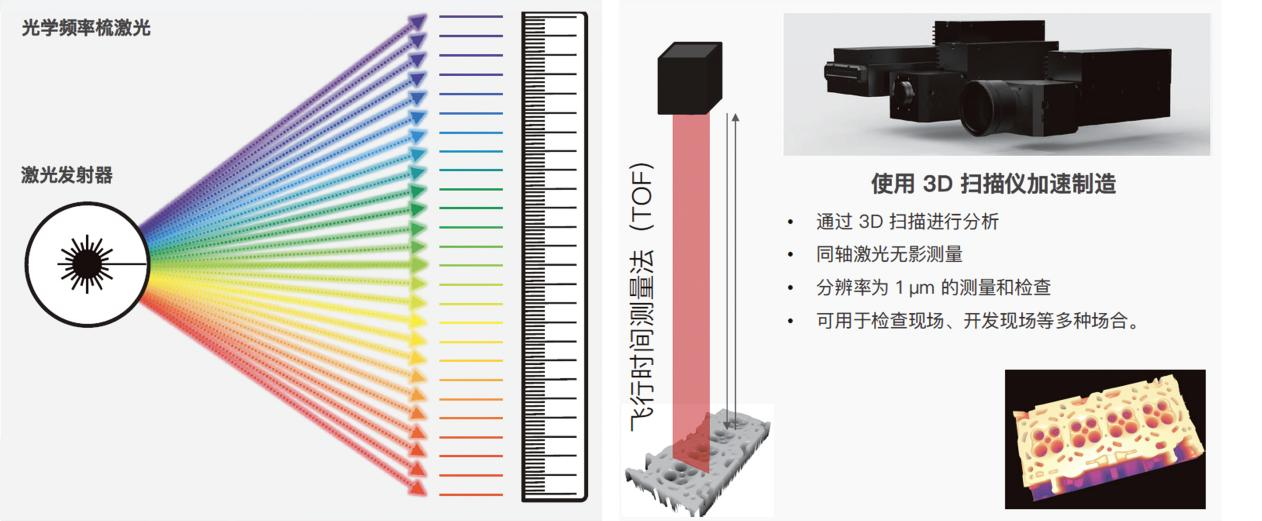
核心技术优势
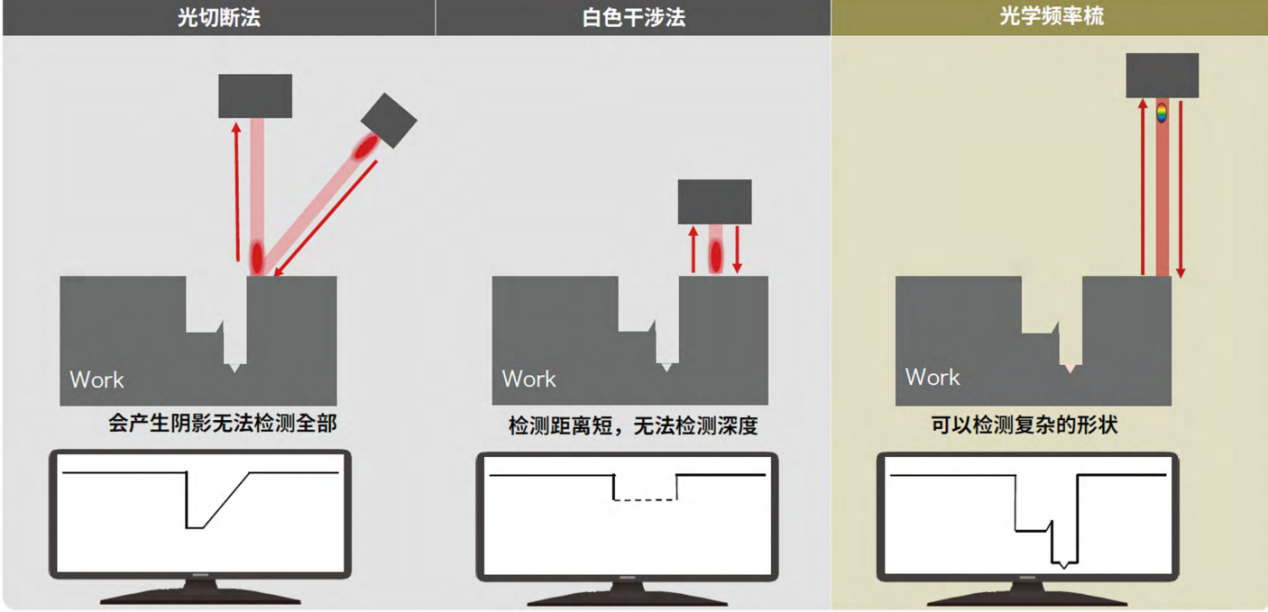
①同轴落射测距:独特扫描方式攻克光学“遮挡”难题,适用于纵横沟壑的阀体油路板等复杂结构;
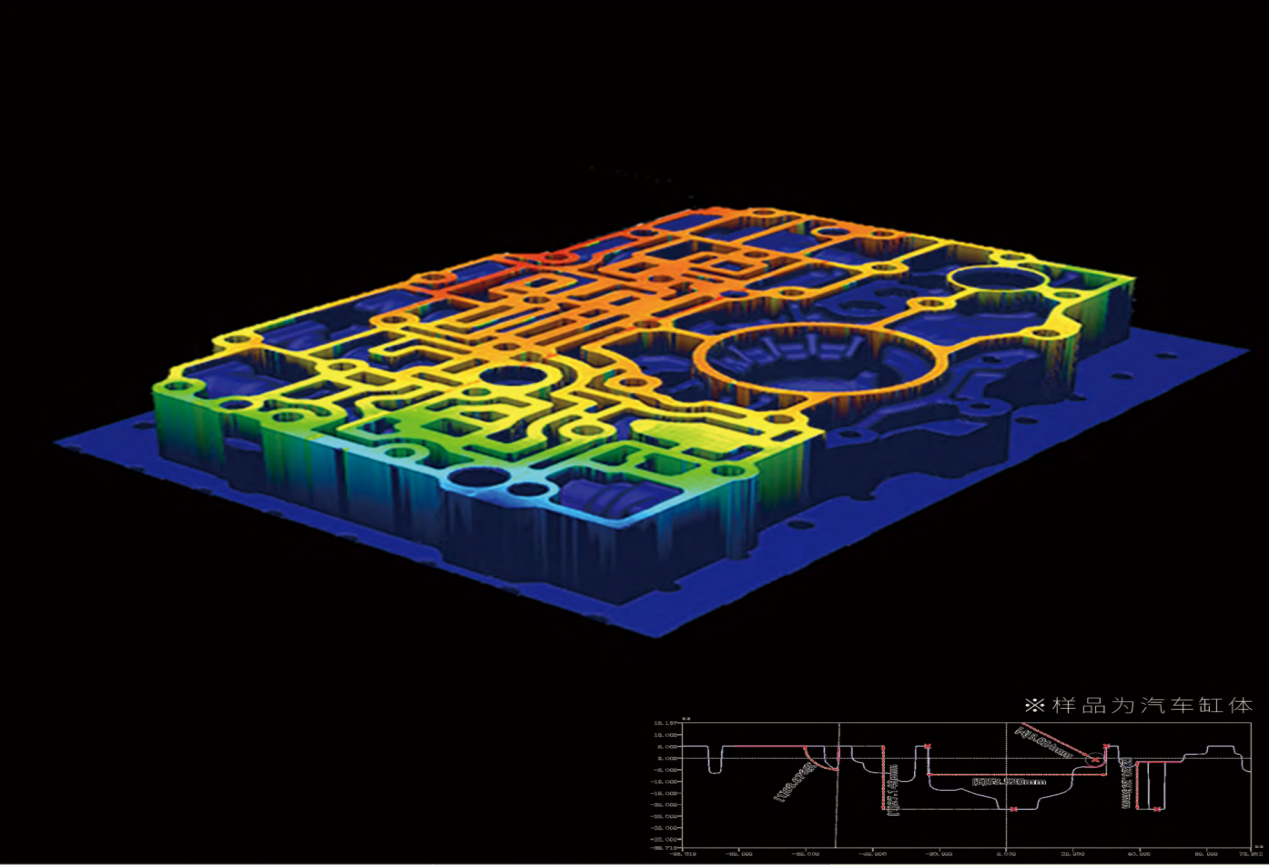
(以上为新启航实测样品数据结果)
②高精度大纵深:以±2μm精度实现最大130mm高度/深度扫描成像;
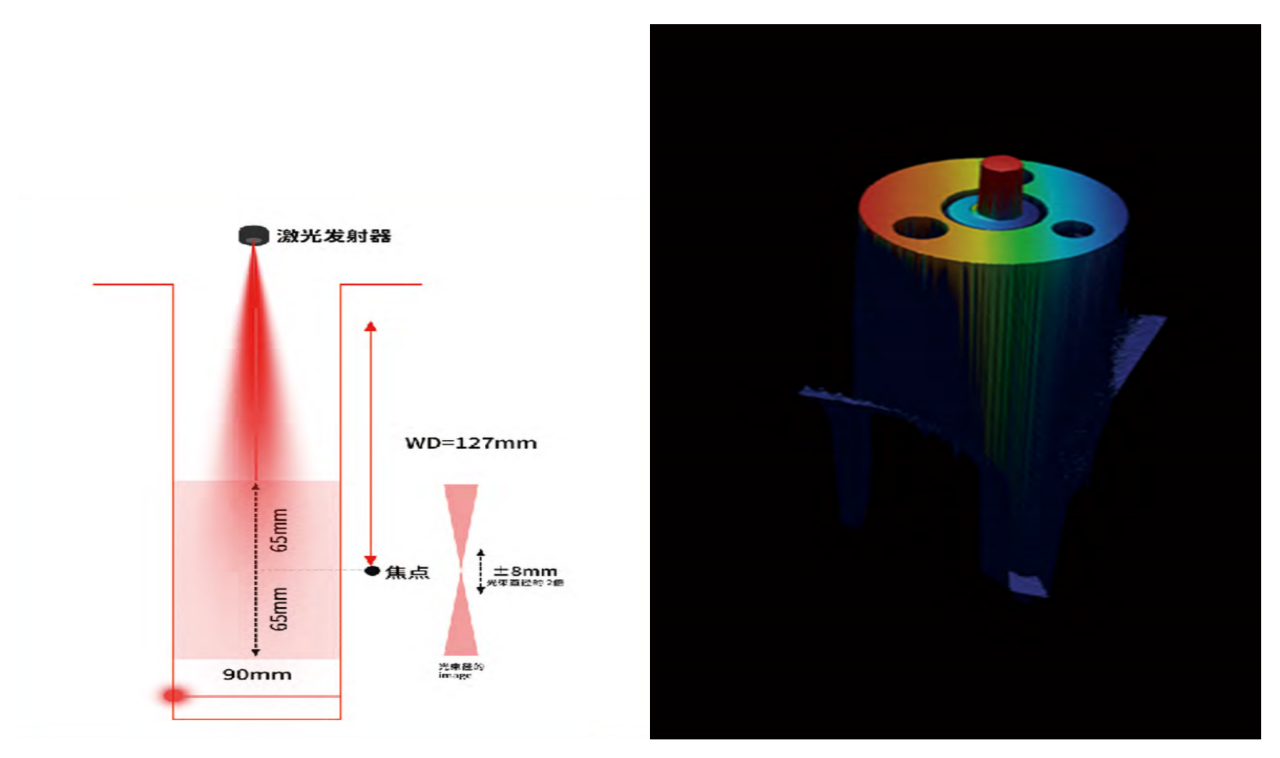
(以上为新启航实测样品数据结果)
③多镜头大视野:支持组合配置,轻松覆盖数十米范围的检测需求。
(以上为新启航实测样品数据结果)