拉深工艺模块——回转体拉深件毛坯尺寸的确定(一)
回转体拉深件毛坯尺寸的确定
一、 坯料形状和尺寸确定的依据
体积不变原则:若拉深前后料厚不变(体积=表面积×厚度),拉伸前坯料表面积与拉伸后冲件表面积近似相等,得到坯料尺寸。
相似原则:拉深前坯料的形状与冲件断面形状相似。
考虑修边余量:由于材料的各项异性,以及在拉深成型过程当中的金属流动的差异性,拉深件的口部不是很整齐。为了保证零件的尺寸,必须留出切边余量。
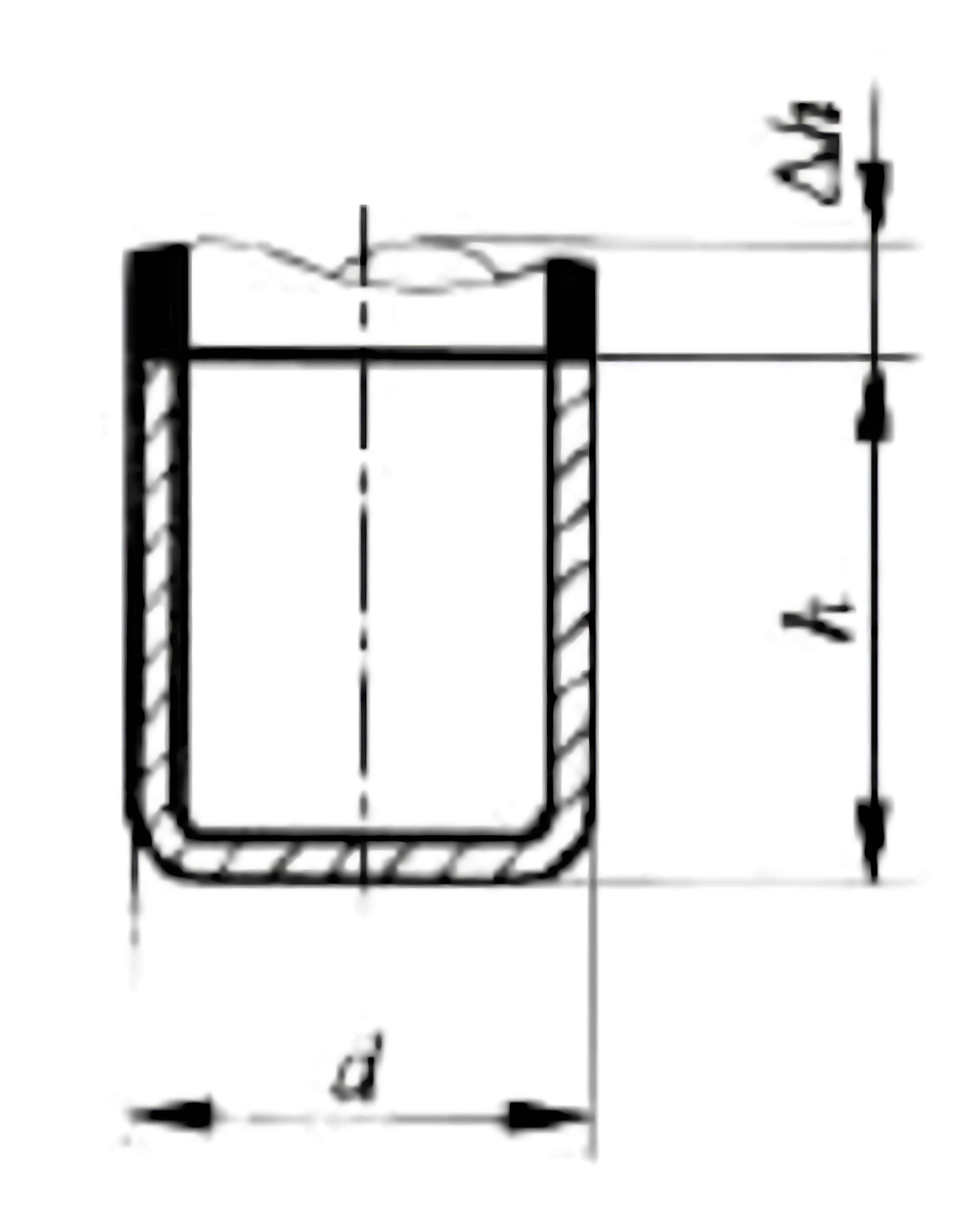
1. 简单旋转体拉深件坯料尺寸的确定
求解步骤如下:
(1)将拉深件划分为若干个简单的几何体;
(2)分别求出各简单几何体的表面积;
(3)把各简单几何体面积相加即为零件总面积;
(4)根据表面积相等原则,求出坯料直径。
2. 复杂旋转体拉深件坯料尺寸的确定
帕普斯(Pappus)第二定理求表面积:
定理表述
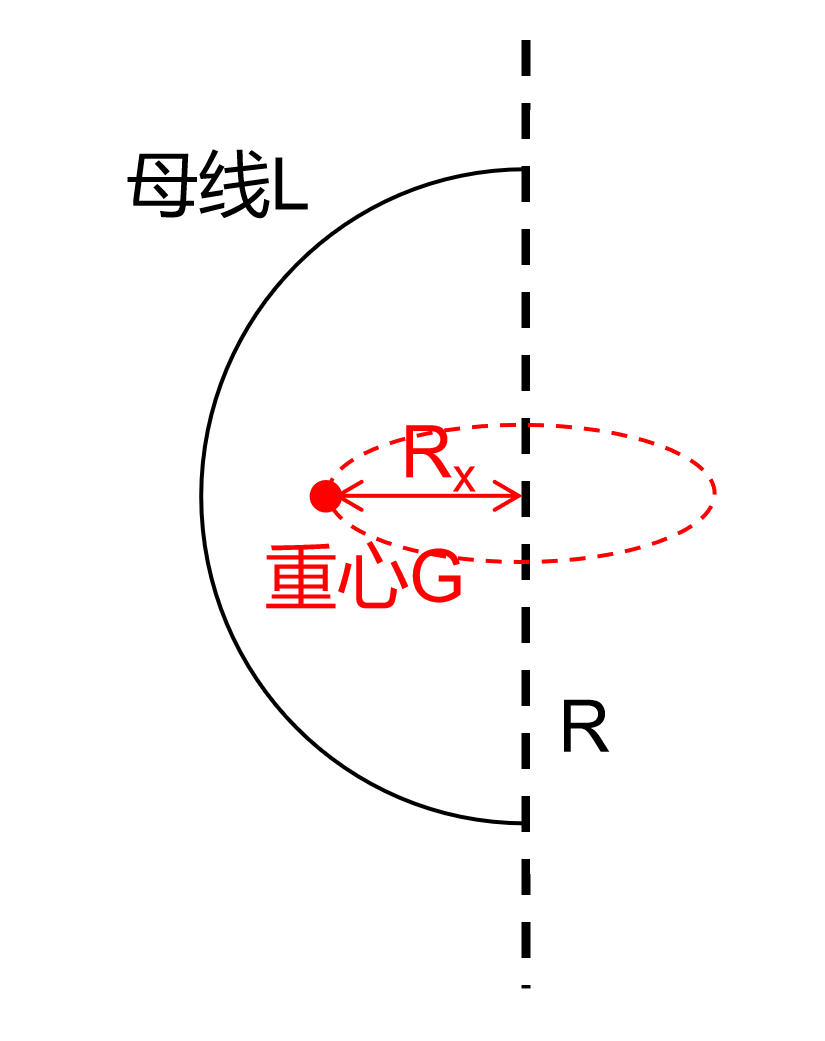
平面上一曲线段(母线),绕着与该曲线段在同一平面内但不与之相交的一条轴线旋转一周所形成的旋转体的侧面积 S ,等于该曲线段的长度 L 乘以该曲线段的重心 G 绕同一轴线旋转所形成的圆周的长度 C ,用公式表示为 S=L×C。
为方便理解,举一个球体表面积的例子:
我们已知球体的表面积公式为 S 球 = 4 π R 2 S_球 = 4\pi R^2 S球=4πR2,其中R为球体的半径。
下面用这个定理来验证这一公式,即计算一个半径为 R 的半圆绕着它的直径旋转一周所形成的球体的表面积。
首先我们需要确定母线及相关参数:半圆的半径为 R ,其母线长度 L = π R L=πR L=πR 。半圆的重心位于对称轴上,且距离直径的距离为
R x = 2 π R R_x = \frac{2}{\pi}R Rx=π2R(这是半圆重心的一个已知结论)。
计算重心绕轴旋转的周长:根据上述定理,重心绕直径旋转所得圆周的长度 C = 2 π R x = 2 π ∗ 2 π R = 4 R C = 2\pi R_x = 2\pi * \frac{2}{\pi}R = 4R C=2πRx=2π∗π2R=4R
因此,根据帕普斯第二定理 S = L × C = π R × 4 R = 4 π R 2 S=L×C=πR×4R=4πR^2 S=L×C=πR×4R=4πR2 ,得证。
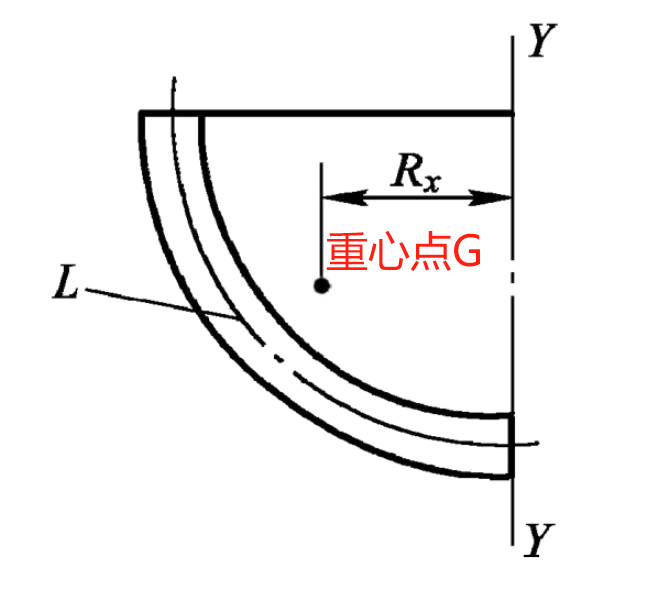
再回看这张图:
根据定理,其旋转体表面积为 S = L × C = L × 2 π R x = 2 π R x L S = L×C =L×2\pi R_x = 2\pi R_xL S=L×C=L×2πRx=2πRxL
因拉深前后面积相等,故坯料直接D:
π ( D 2 ) 2 = 2 π R x L D = 8 R x L \pi (\frac{D}{2})^2 = 2\pi R_x L \\ D = \sqrt{8R_x L} π(2D)2=2πRxLD=8RxL
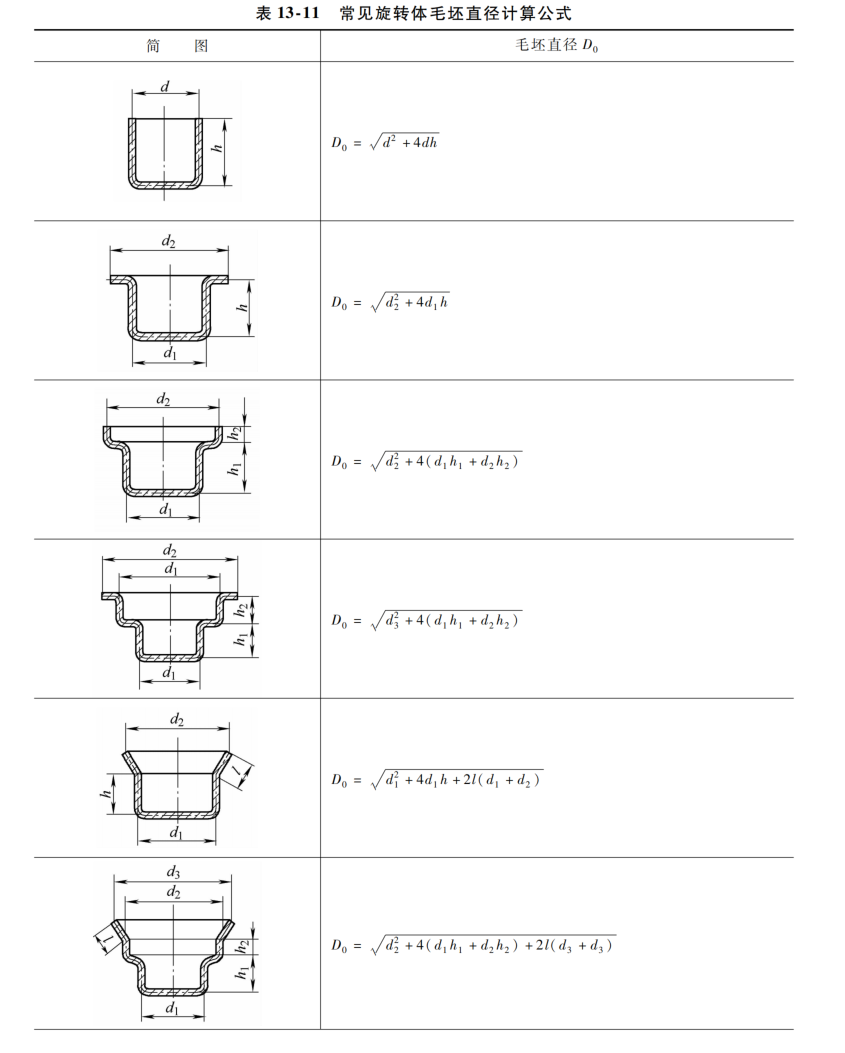
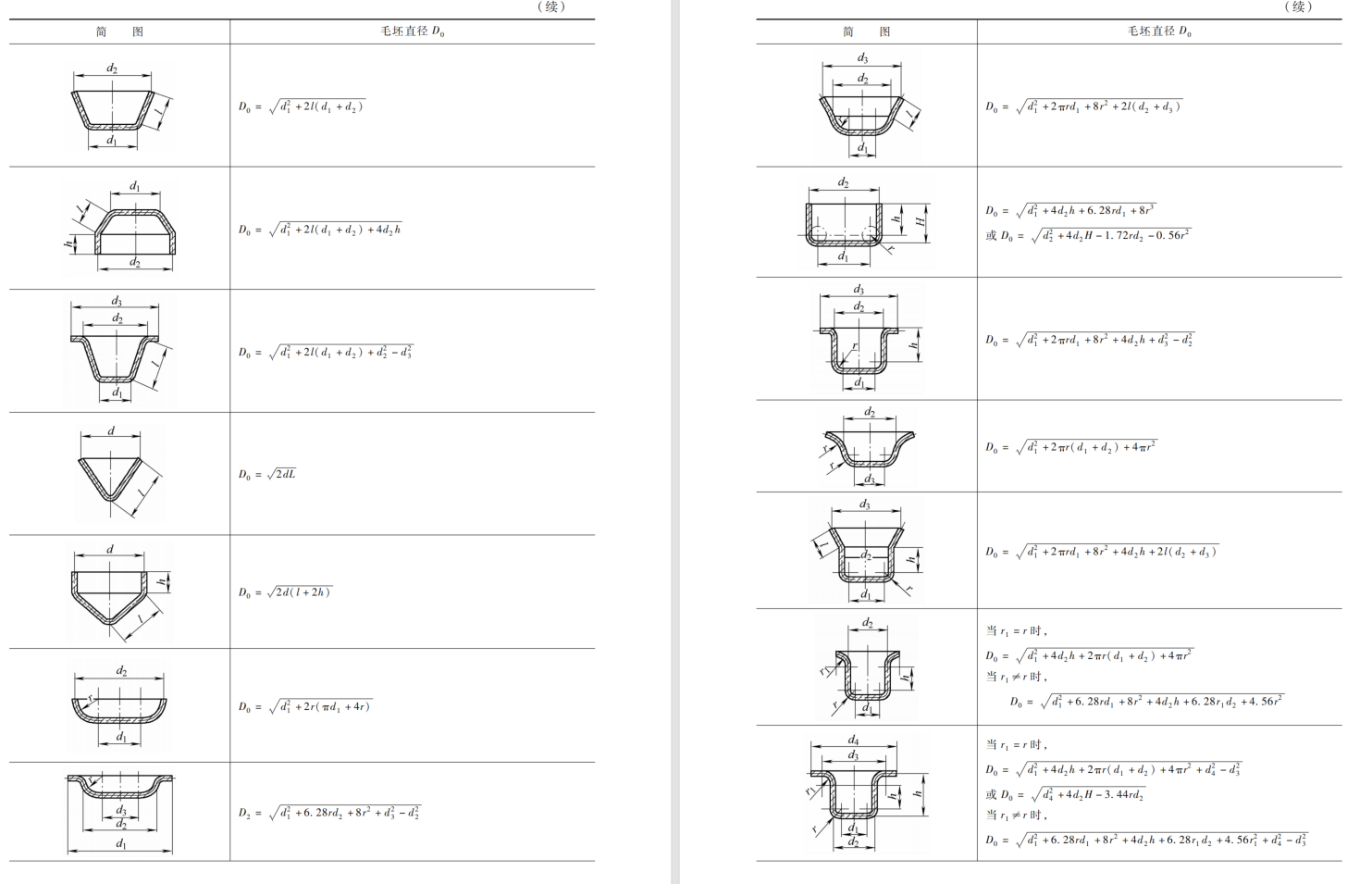
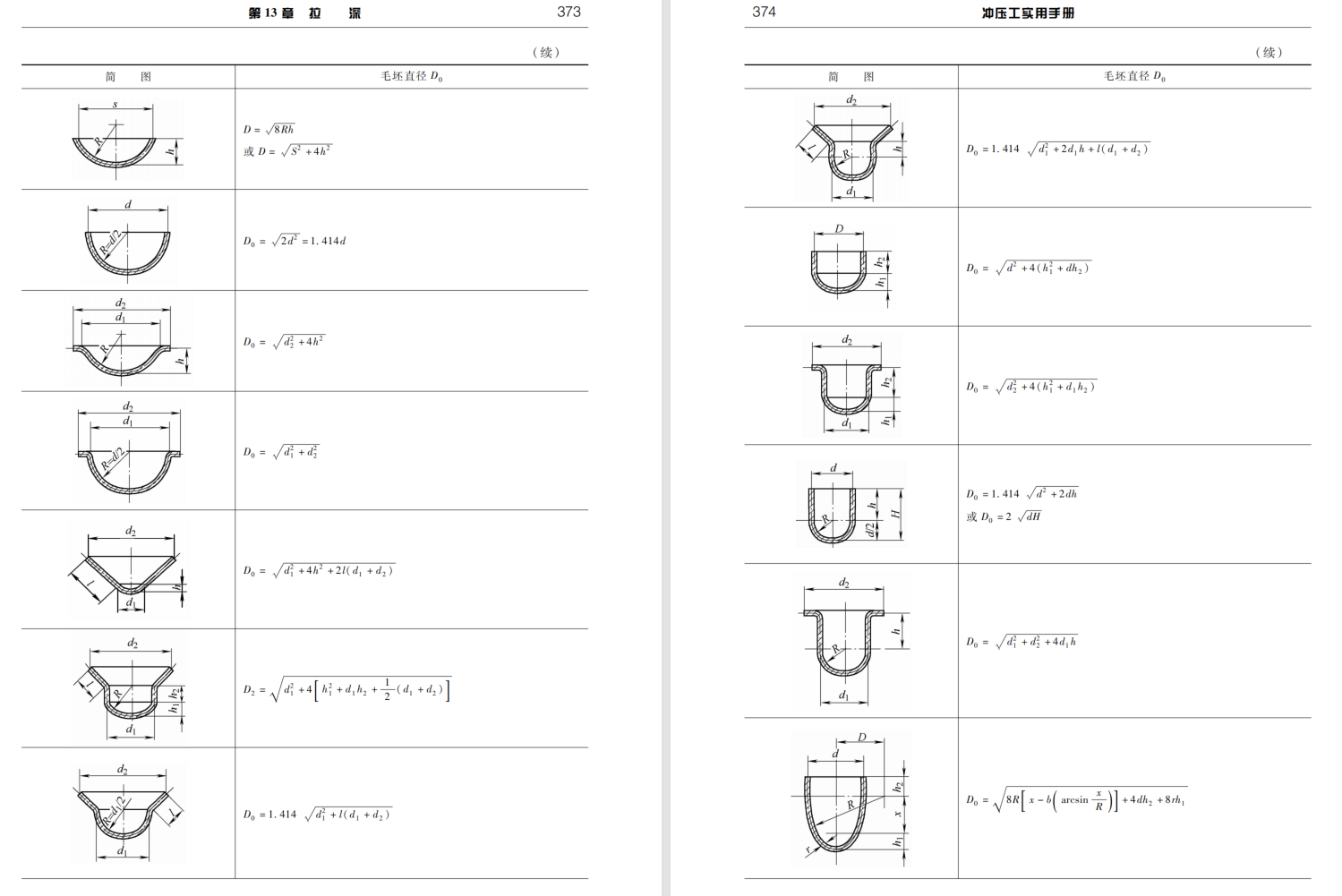
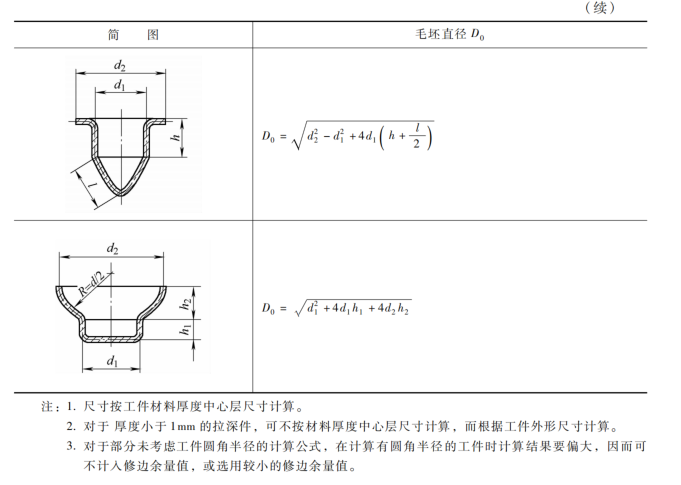
部分常见旋转体毛坯直径计算公式如下:
二、 圆筒形件拉深工艺计算
1. 拉深系数与极限拉伸系数
1)拉深系数的定义:
用拉深后的直径d与拉深前的坯料D(工序件 d n d_n dn)直径之比表示。
第一次拉深系数: m 1 = d 1 D 第二次拉深系数: m 2 = d 2 d 1 第 n 次拉深系数: m 2 = d n d n − 1 第一次拉深系数:m_1 =\frac{d_1}{D} \\ 第二次拉深系数:m_2 =\frac{d_2}{d_1}\\第n次拉深系数:m_2 =\frac{d_n}{d_{n-1}} 第一次拉深系数:m1=Dd1第二次拉深系数:m2=d1d2第n次拉深系数:m2=dn−1dn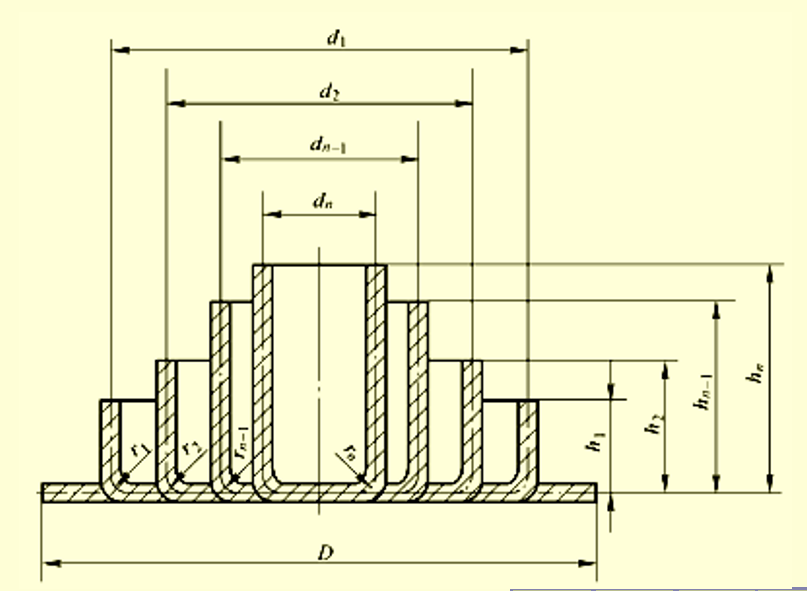
- m越小,拉深形变的程度越大,反之则越小;
- 拉深件的总拉深系数等于各次拉深系数的乘积
m = d n D = d 1 D ∗ d 2 d 1 ∗ … ∗ d n d n − 1 m=\frac{d_n}{D} = \frac{d_1}{D} *\frac{d_2}{d_1}*…*\frac{d_n}{d_{n-1}} m=Ddn=Dd1∗d1d2∗…∗dn−1dn
2)极限拉深系数
m m i n = a ( 1 + r 1 − 2 r ) n + 1 e n η + b m_{min} = \frac{a}{(\frac{1+r}{\sqrt{1-2r}})^{n+1}e^n\eta+b} mmin=(1−2r1+r)n+1enη+ba
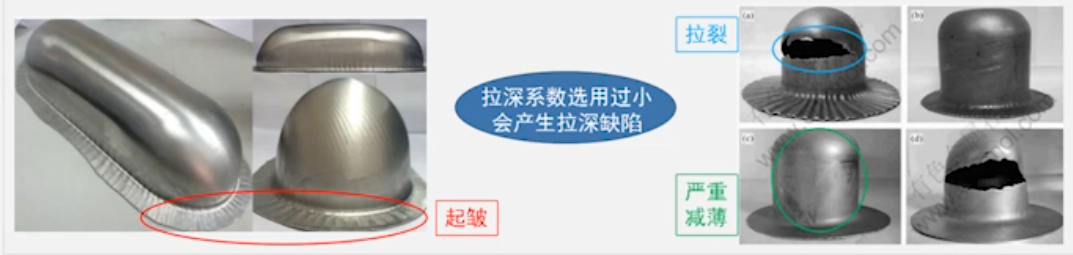
从工艺的角度来看,[m]越小,越有利于减少工序数。
但是m过小,则会产生拉深缺陷,使拉深件起皱、断裂或严重变薄
3)影响极限拉深系数的因素
① 材料的组织与力学性能,如: δ ( 伸长率 ) , ψ ( 断面收缩率 ) , σ s / σ b ( 屈强化 ) \delta (伸长率), \psi(断面收缩率),\sigma_s / \sigma_b (屈强化) δ(伸长率),ψ(断面收缩率),σs/σb(屈强化)
塑性好——拉深系数m越小,m越小,变形程度越大,成形效率越高
δ ( 伸长率 ) , ψ ( 断面收缩率 ) \delta (伸长率), \psi(断面收缩率) δ(伸长率),ψ(断面收缩率)越大,塑型越好,拉伸系数越小;
σ s / σ b ( 屈强化 ) \sigma_s / \sigma_b (屈强化) σs/σb(屈强化)越小,塑型越好,拉深系数越小。
对于拉伸件,一般选用含碳量低的 05、08、10#深拉深钢板或者塑性好的铝、铜合金等有色金属材料。
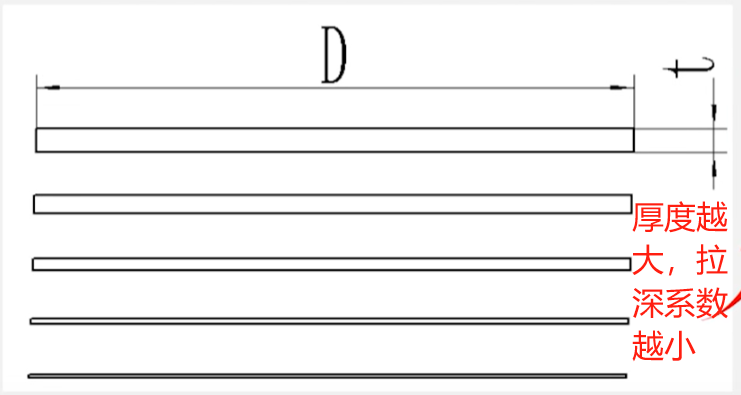
② 板料的相对厚度 t / D t/D t/D,厚度越大,抗起皱能力越好,拉深系数m越小

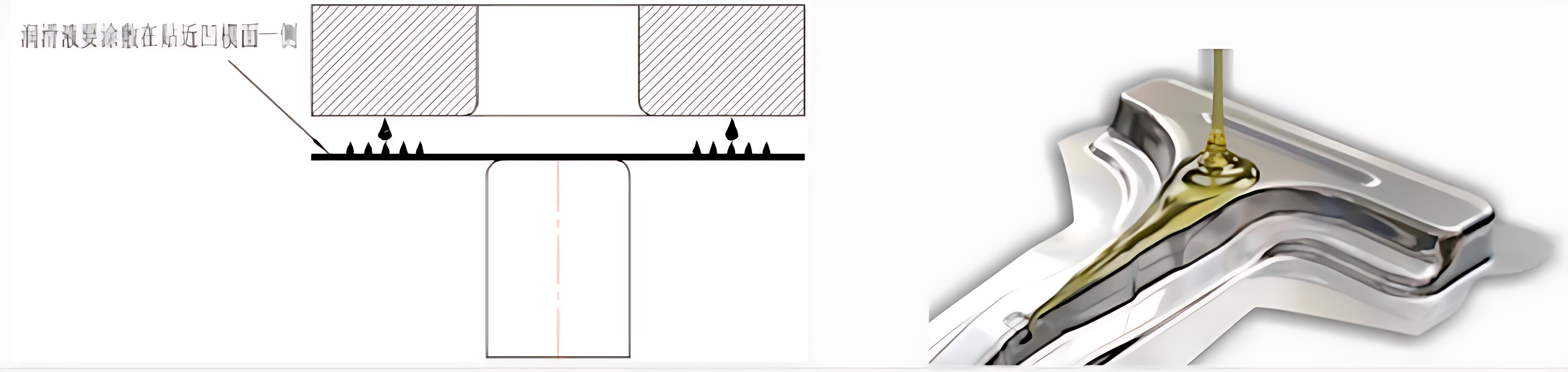
③摩擦与润滑条件:
润滑条件越好,拉深系数越小。
模具表面光滑,间隙正常,润滑良好,均可改善金属流动条件,有助于拉深系数的减小。
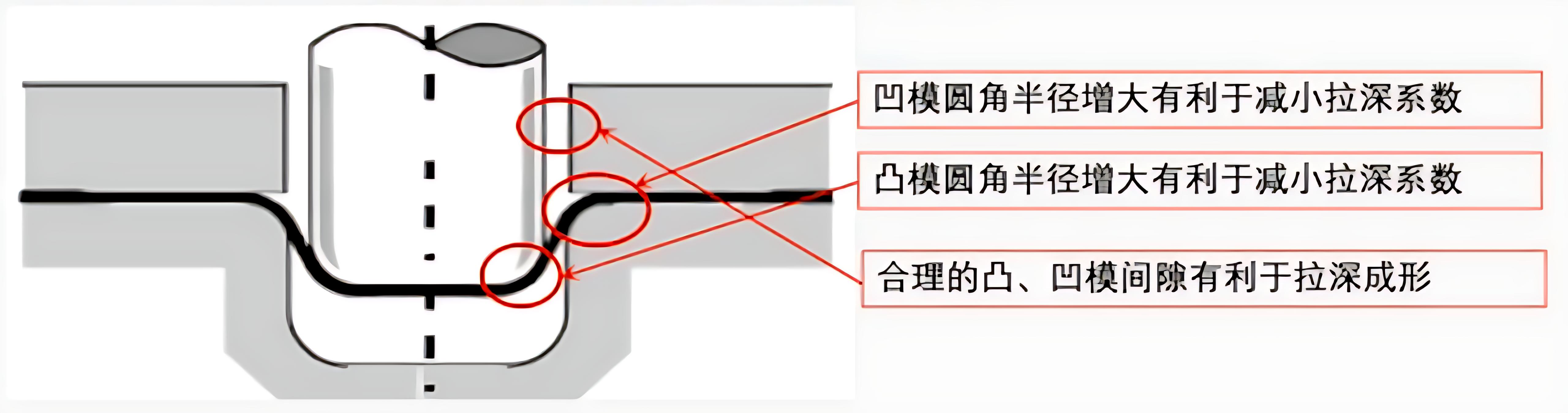
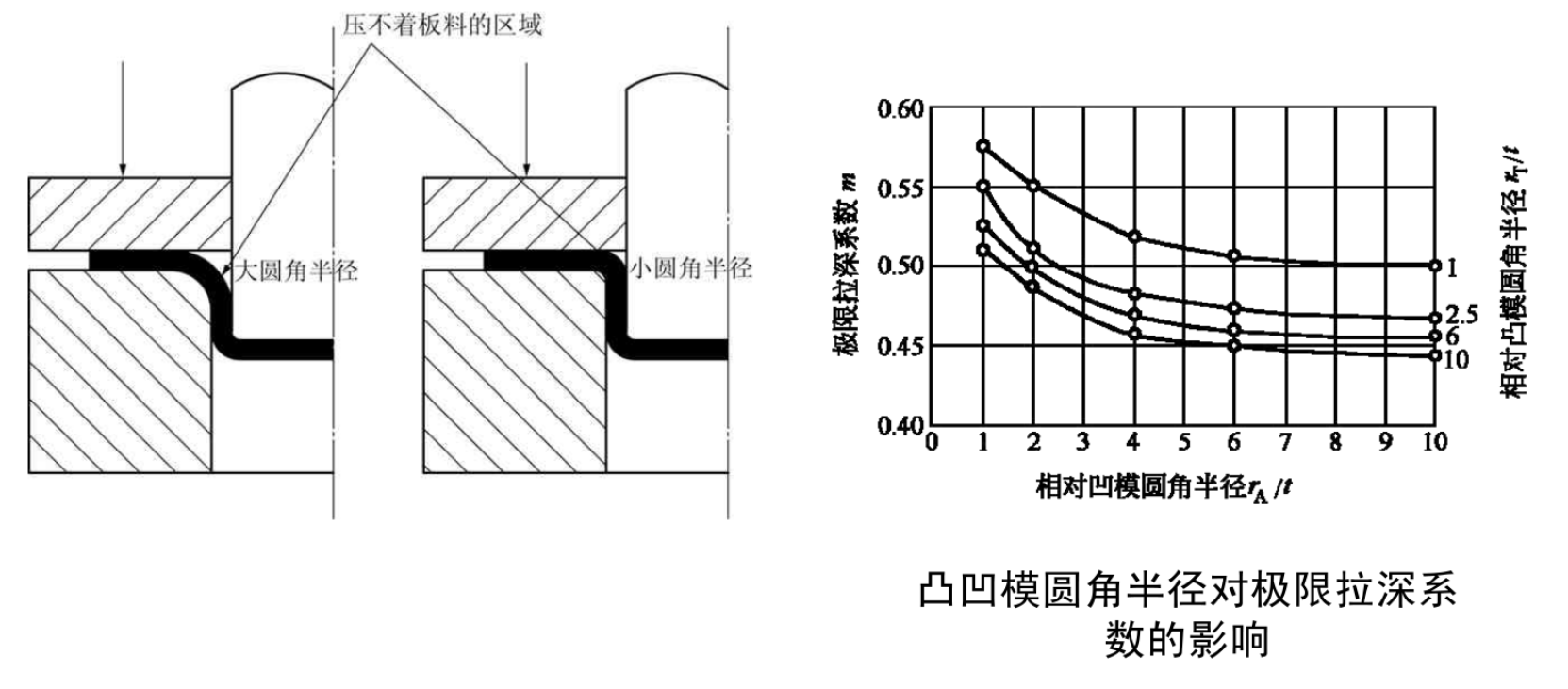
④模具的几何参数:凸凹模圆角半径、凸凹模间隙等
凸凹模圆角半径越大,拉深系数越小
除此之外,影响极限拉伸系数的因素还有拉深方法、压料圈的压料力、拉深次数、拉深速度、拉深件形状等。
4)极限拉深次数的确定
两种方法:查表法和推算法
查表法:

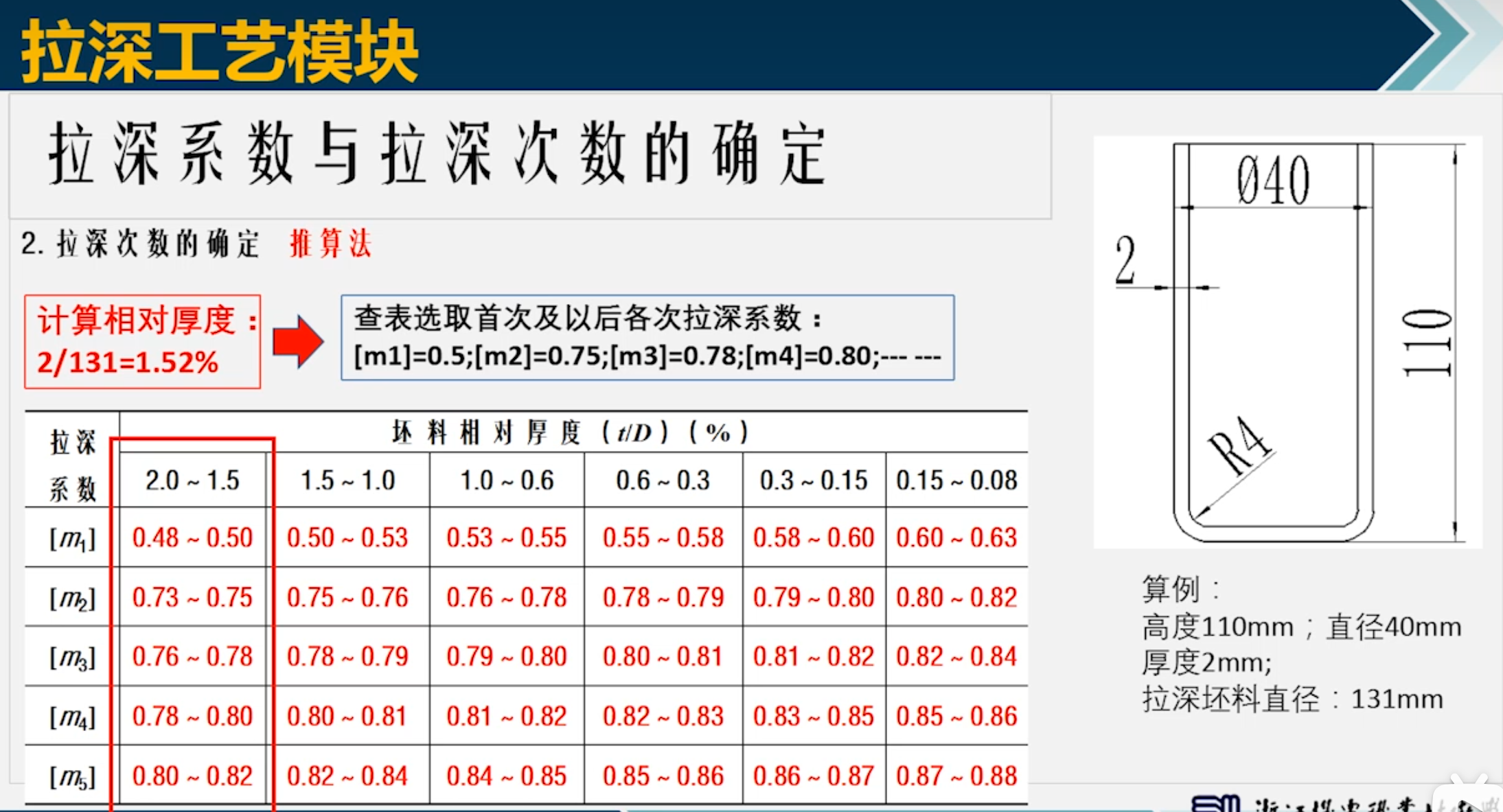
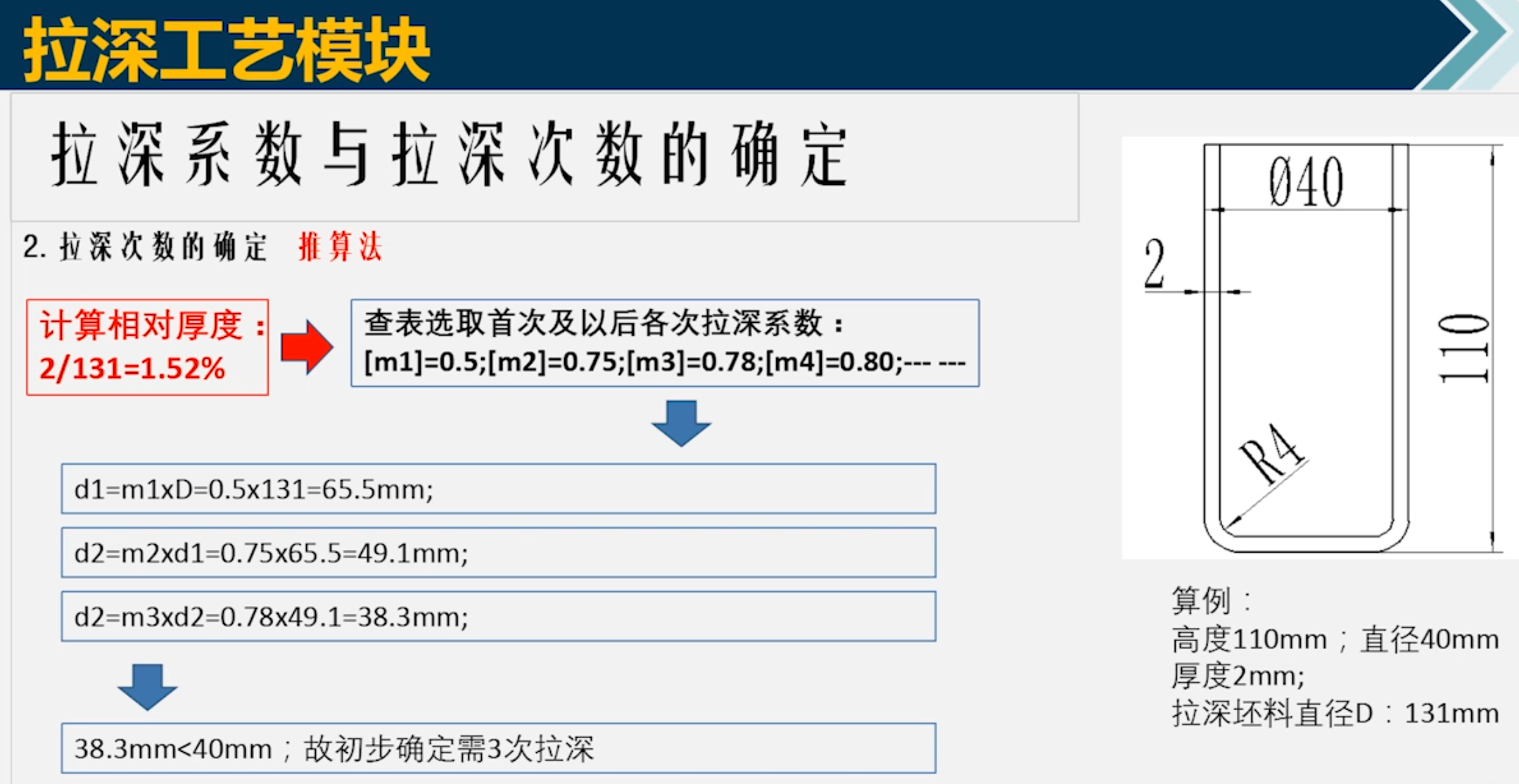
推算法:
三、 无凸缘圆筒形件拉深件工序尺寸的确定
1. 计算步骤
(1)选取修边余量 δ \delta δ;
(2)计算毛坯坯料直径 D;
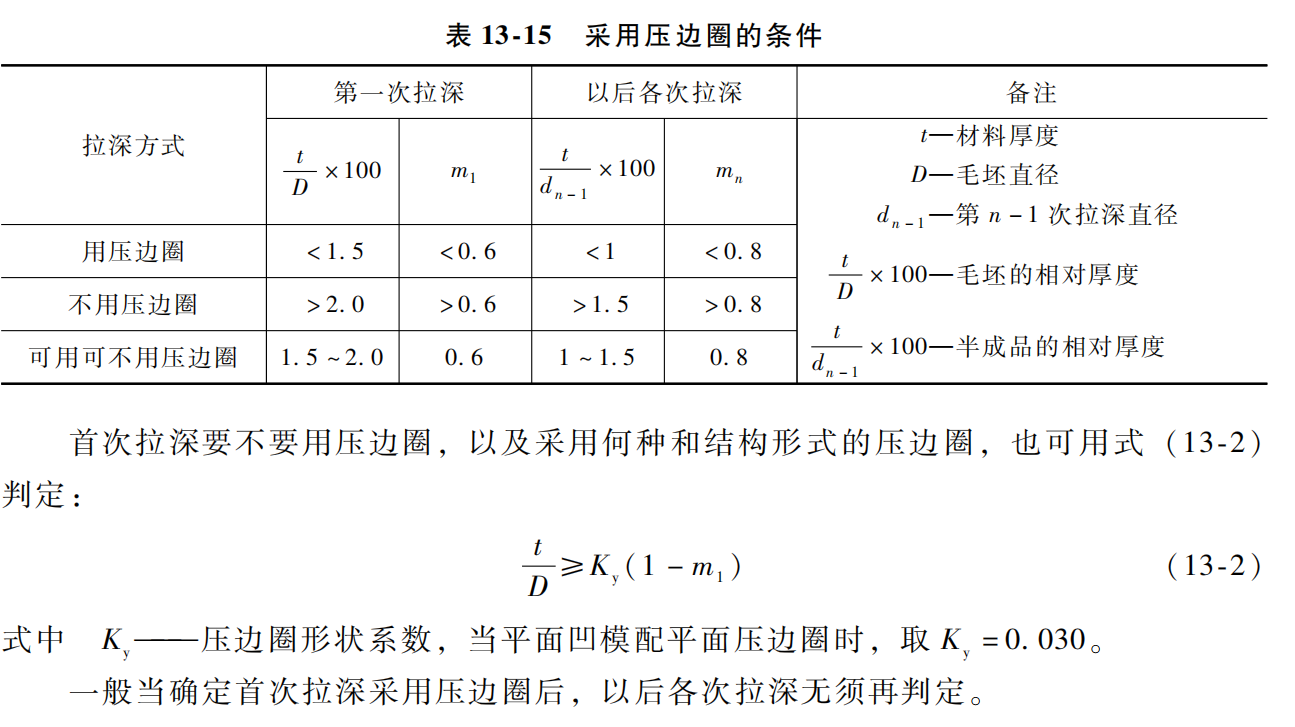
(3)计算板料相对厚度,按表13-15判断是否采用压边圈拉深;
(4)计算总的拉深系数,判断能否一次拉深成形;
(5)若不能一次拉成,则确定拉深次数n;
(6)初步确定各次拉深系数;
(7)调整拉深系数,计算各次拉深直径;
(8)确定各次拉深凸模、凹模圆角半径;
(9)计算各次拉深半成品高度;
(10)绘制工序图。
2. 选取修边余量 δ \delta δ
计算前拉深件上应该增加切边余量
准确的坯料尺寸也能保证后续拉深工艺时成型制件的尺寸精度。由于材料的各项异性,以及在拉深成型过程当中的金属流动的差异性,拉深件的口部不是很整齐。为了保证零件的尺寸,必须留出切边余量。
切边余量的尺寸可以通过查表得到:(注意这个表是适用于无凸缘圆筒形拉深件的)

有凸缘圆筒形拉深件是这样的:
这和上面的无凸缘圆筒形计算逻辑有不同。
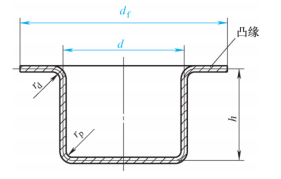
通过这个表可知,圆筒拉深件的切边余量与成型件的高度h和圆筒的直径d有关。直径越小,要留出的切边余量也就越多。
当我们确定切边余量之后,就可以通过查阅相关表格来确定常见旋转体拉深制件坯料直径的计算公式。
【举个例子】
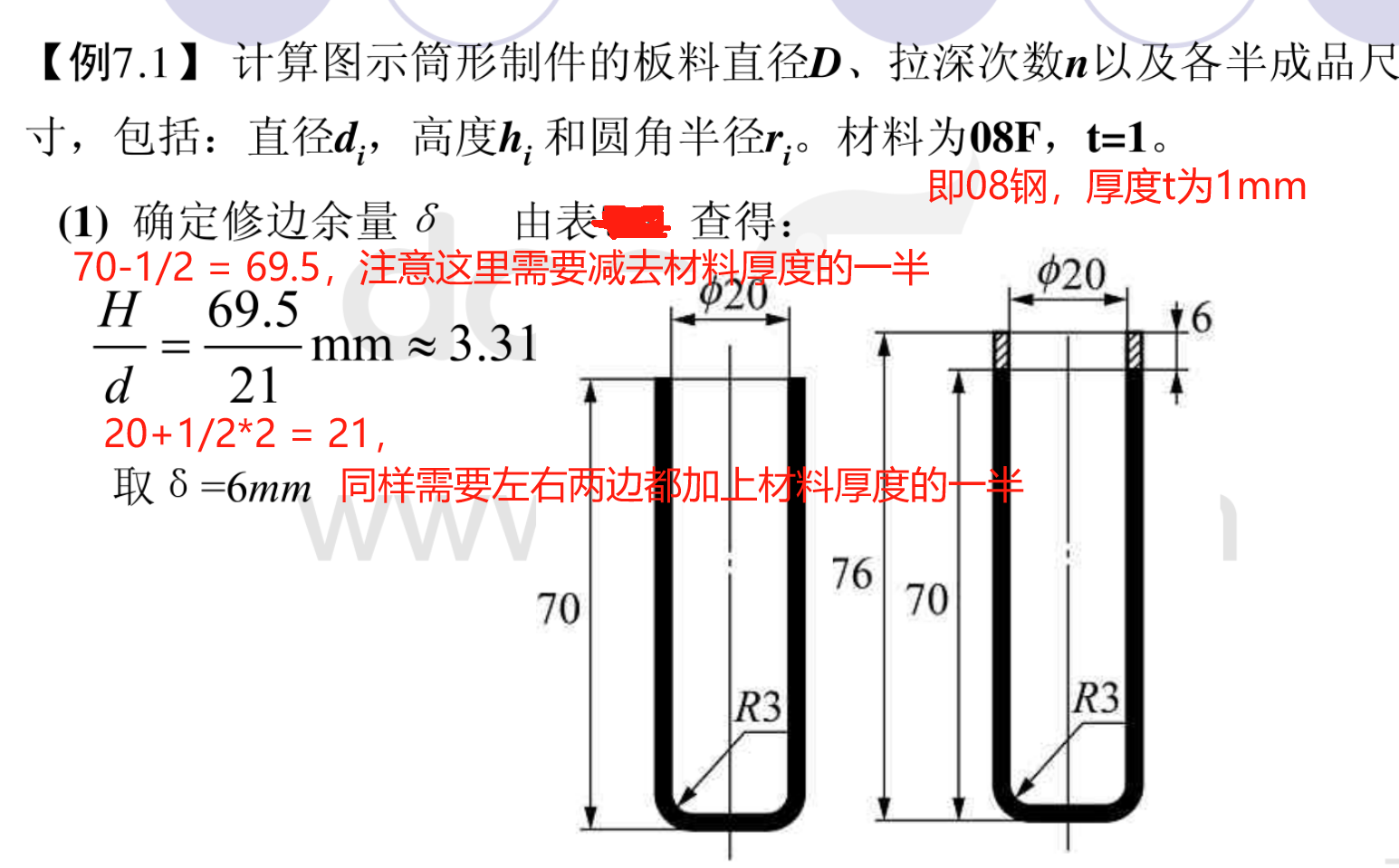
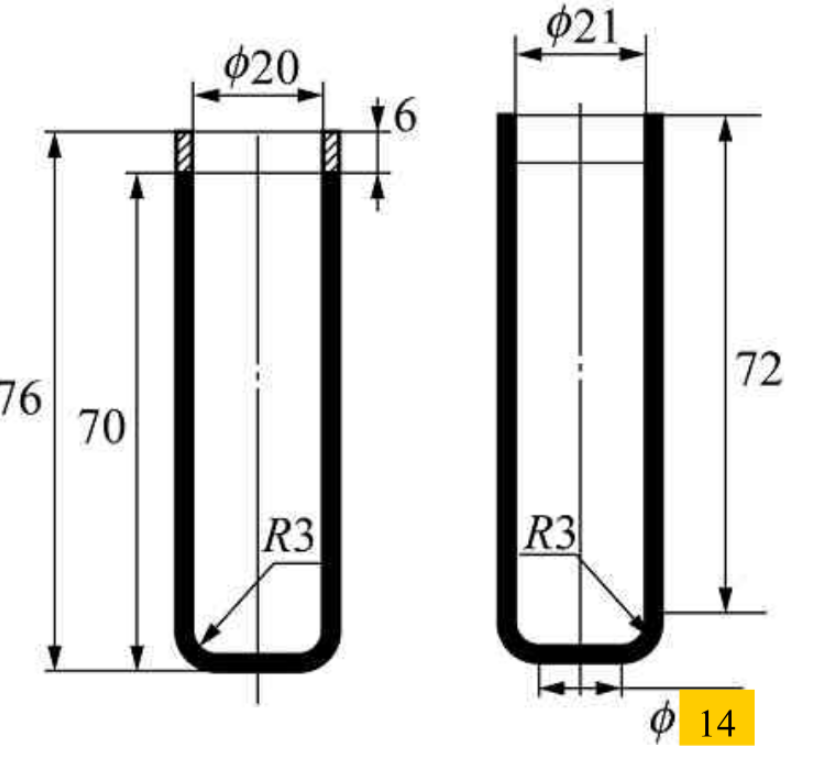
(2)计算板料直接D:
D = d 1 2 + 4 d 2 h + 6.28 r d 1 + 8 r 2 = 14 2 + 4 × 21 ( 66 + 6 ) + 6.28 × 3.5 × 14 + 8 × 3.5 2 ≈ 83 m m D=\sqrt{d_1^2+4d_2h+6.28rd_1+8r^2}\\=\sqrt{14^2+4×21(66+6)+6.28×3.5×14+8×3.5^2} \approx 83mm D=d12+4d2h+6.28rd1+8r2=142+4×21(66+6)+6.28×3.5×14+8×3.52≈83mm
(3)毛坯相对厚度,查表,首次拉深必须采用压边圈,以后各次拉深可以采用压边圈
t / D = 1 / 83 × 100 = 1.2 t/D = 1/83×100=1.2 t/D=1/83×100=1.2
(4)计算拉深系数 m = d / D = 21 / 83 = 0.253 m = d/D = 21/83 = 0.253 m=d/D=21/83=0.253,小于极限拉深系数,必须采用多次拉深
(5)确定拉深次数n,根据 t / D = 1.2 t/D=1.2 t/D=1.2,则选取拉深系数:
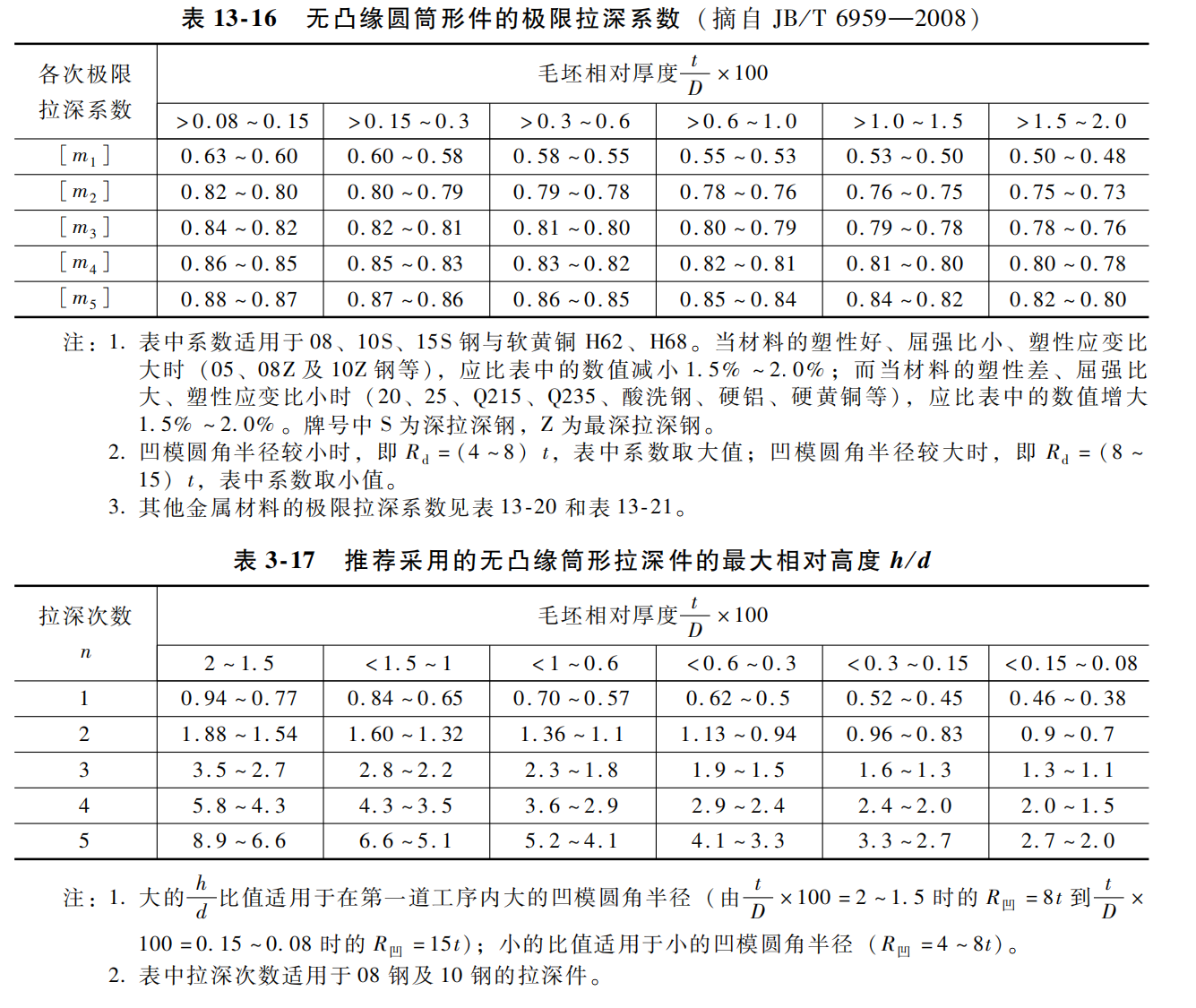
m 1 = 0.515 , m 2 = 0.755 , m 3 = 0.785 , m 4 = 0.805 m_1=0.515,m_2=0.755,m_3=0.785,m_4=0.805 m1=0.515,m2=0.755,m3=0.785,m4=0.805
计算各次拉深直径:
d 1 = m 1 D = 0.515 × 83 = 42.75 d 2 = m 2 d 1 = 0.755 × 42.75 = 32.27 d 3 = m 3 d 2 = 0.785 × 32.27 = 25.33 d 4 = m 4 d 3 = 0.805 × 25.33 = 20.39 < 21 d_1 = m_1D = 0.515×83=42.75\\ d_2 = m_2d_1 = 0.755×42.75=32.27\\ d_3 = m_3d_2 = 0.785×32.27=25.33\\ d_4 = m_4d_3 = 0.805×25.33=20.39 < 21\\ d1=m1D=0.515×83=42.75d2=m2d1=0.755×42.75=32.27d3=m3d2=0.785×32.27=25.33d4=m4d3=0.805×25.33=20.39<21