SIEMENS 标准程序解读 ---> Fanuc(法那科)机器手通讯交互程序
目录
一、通讯交互程序调用
二、通讯交互程序
(2.1)数据输入输出与车型交互
(2.2)服务请求与工作流程
(2.3)功能模块与状态监控
(2.4)安全与干涉管理
(2.5)HMI 交互与数据传递
三、通讯交互程序思维导图
四、通讯交互程序总结
(3.1)核心功能
(3.2)技术特点
(3.3)应用场景
五、FANUC(法那科)机械手通讯交互程序框架描述
5.1、技术架构:双向通讯的底层逻辑
5.2、核心功能:从流程控制到智能交互
5.3、应用价值:工业自动化的柔性升级
六、通讯交互程序实例

一、通讯交互程序调用

二、通讯交互程序
(2.1)数据输入输出与车型交互
- 输入输出数据处理
- 程序段 1-2:通过
MOVE指令读取机器人输入信号(#Det_outP)存入#Date.1,并将输出数据(#Date_inout.TB)发送至机器人,实现 PLC 与机器人的数据交互。 - 程序段 38:打包任务号(
#Temp)和流水号(#TempSN),通过#Date.Po.Pgno和#Date.Po.SN_No发送至机器人,支持车型(如检测上线、KD 件)与工具选择的关联。
- 程序段 1-2:通过
- 车型解析与任务匹配
- 程序段 3-4:接收工位车型(
#EmptyCarpe)并赋值给#RbtNowCar,通过 FC115 功能块解析车型类型(空过、不良品等),生成#CarUse信号匹配机器人程序。 - 程序段 35-37:交换任务号高低字节(如
#CarUse2.%B1与#CarUse2.%B0),确保机器人正确识别循环代码(#Date.Po.Pgno)。
- 程序段 3-4:接收工位车型(
(2.2)服务请求与工作流程
- 服务触发与执行
- 程序段 7:当
Service_Need为真时,触发工具服务请求(换电极、修磨等),通过#RbtService标记服务激活状态,关联#Date.PLInService允许维护位返回。 - 程序段 41:服务完成后,通过
#Date.Po.SubTaakComplete_Ack确认任务完成,复位服务状态。
- 程序段 7:当
- 分段流程控制
- 程序段 5:配置轨迹段数量(
#CFG_Seg_Total)并同步至 HMI(#Hmi.MSegNo),定义机器人工作流程的分段逻辑。 - 程序段 42:通过
GATHER_BLK收集最后完成的 Seg 编号(#SegmentFinish),与总段数(#CFG_Seg_Total)对比判断工作循环完成。
- 程序段 5:配置轨迹段数量(
(2.3)功能模块与状态监控
- 核心功能实现
- 焊点计数:程序段 11 通过
#Date.PI.Spot累计焊点数量,支持 HMI 显示(#Hmi.M.Rbt_Spot)和计数重置(CountSet)。 - 涂胶控制:程序段 9 通过
#GlueShow信号控制抓手涂胶展示位移动,关联#Date.PIAIGlue确认到达位置。
- 焊点计数:程序段 11 通过
- 状态与模式监控
- 自动模式:程序段 17 通过
#CFG_Mod.Auto标记自动模式,需满足系统准备就绪(#Date.RIsyday)和无故障条件。 - 程序运行状态:程序段 19-20 通过
#Date.PLProgrun监控程序运行状态,结合#Date.PL.SysRdy确认机器人准备就绪。
- 自动模式:程序段 17 通过
(2.4)安全与干涉管理
- 故障检测与报警
- 程序段 18:监控机器人故障信号(电池报警
#AlarmB.82、气压报警#Date.PIAIER、焊检控制器故障#Date.F.TimetE),触发对应报警(#AlarmB.81-89)。 - 程序段 45:汇总报警信息,如干涉区冲撞(
#AlarmB.87)、程序故障(#AlarmB.88),支持急停连锁(#FrSafety.ES_OK)。
- 程序段 18:监控机器人故障信号(电池报警
- 干涉区防护
- 程序段 22-27:通过
#AutoStop_1-3检测机器人闯入干涉区(#Date.F.OutSeg与#Date.Po.RunSeg不匹配),触发暂停(#Zone5top)并禁止空间干涉(#Dste.F.oulig)。 - 程序段 27:配置空调干涉区(
Zone2-6),仅当#Dste.F.oulig允许时解除屏蔽。
- 程序段 22-27:通过
(2.5)HMI 交互与数据传递
- 状态显示与控制
- 程序段 50-53:将机器人状态(程序号
#Hmi.FrRbt.PgNo、输出段#Hmi.FrRbtOut)、服务信息(#Hmi.TORbt.gNo)传递至 HMI,支持涂胶展示(#GlueShow)和路径选择(#Date.PLOutSub)显示。 - 程序段 54:通过序列化(
Serialize)与反序列化(Deserialize)处理#P[0]与#Hmi_RbData.PO的数据交互,确保复杂数据结构的正确传输。
- 程序段 50-53:将机器人状态(程序号
- 提示与故障信息
- 程序段 46:生成提示信息(
#AlarmC.C1-C16),如 “机器人未准备就绪”“修磨中”,结合#CarUse和#TempWord状态码定位问题。
- 程序段 46:生成提示信息(
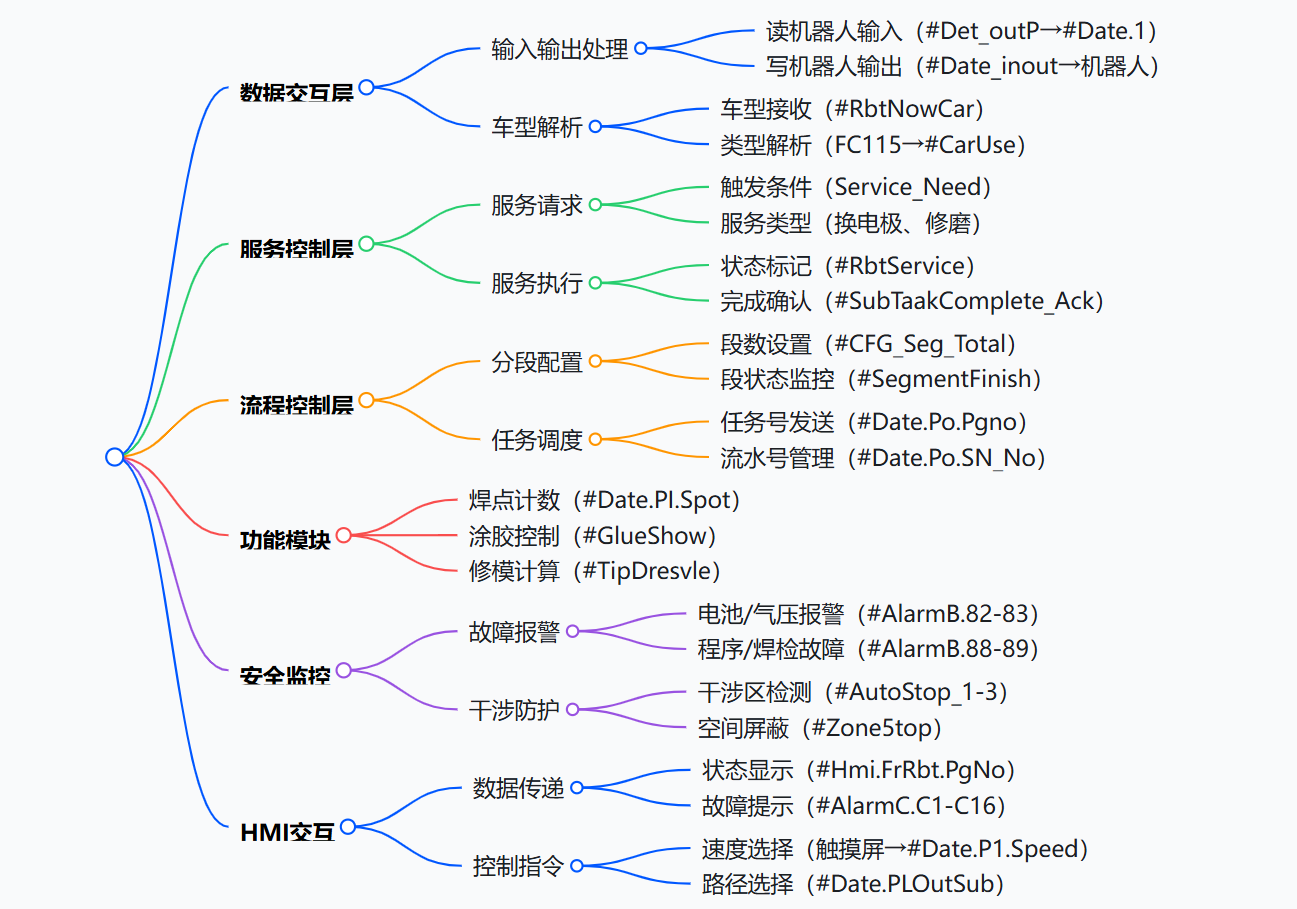
三、通讯交互程序思维导图
四、通讯交互程序总结
(3.1)核心功能
该程序实现了 OP80 法那科机械手与 PLC 的通讯交互框架,通过输入输出数据处理、车型解析、服务请求触发等模块,构建了从工位车型匹配到机器人动作执行的完整流程。核心功能包括:
- 数据双向传输:读取机器人状态并下发任务号、流水号,支持高低字节转换确保数据正确性。
- 服务流程管理:定义换电极、修磨等服务类型,通过状态标记和完成确认机制实现服务闭环控制。
- 分段流程控制:配置轨迹段数量并监控完成状态,支持复杂工艺的分步执行。
(3.2)技术特点
- 安全机制:集成干涉区检测、故障报警(16 类 +)和急停连锁,满足工业安全标准。
- 人机交互:通过 HMI 实时显示机器人状态、故障提示和工艺参数(焊点计数、修模量),支持触摸屏速度 / 路径控制。
- 数据处理:采用序列化技术处理复杂数据结构,确保 PLC 与机器人之间的精准通讯。
(3.3)应用场景
适用于汽车焊接生产线,实现机械手在不同工位的自动化作业,支持车型切换、涂胶工艺和焊点统计,可与西门子 PLC 系统无缝集成,满足批量生产中的高效、安全需求。
五、FANUC(法那科)机械手通讯交互程序框架描述
5.1、技术架构:双向通讯的底层逻辑
OP80 程序采用 “数据采集 - 解析 - 执行 - 反馈” 的闭环架构,实现 PLC 与法那科机器人的实时交互:
-
输入输出数据链路
通过MOVE指令构建基础通讯通道,例如程序段 1 将机器人输入信号#Det_outP读取至 PLC 变量#Date.1,程序段 2 则将 PLC 输出数据#Date_inout.TB发送至机器人,形成双向数据传输链路。
在任务调度中,程序段 38 通过打包循环代码#Temp和流水号#TempSN,经#Date.Po.Pgno与#Date.Po.SN_No发送至机器人,实现车型(如检测上线、KD 件)与工具选择的精准匹配。 -
车型解析与任务匹配
程序段 3-4 接收工位车型信号#EmptyCarpe,赋值给#RbtNowCar,并通过 FC115 功能块解析车型类型(空过、不良品等),生成#CarUse信号匹配机器人程序。为确保数据兼容性,程序段 35-37 通过高低字节交换(如#CarUse2.%B1与#CarUse2.%B0),保证机器人正确识别任务号。
5.2、核心功能:从流程控制到智能交互
-
服务请求与分段作业管理
- 服务触发机制:当
Service_Need信号激活时(如换电极、修磨需求),程序段 7 通过#RbtService标记服务状态,并关联#Date.PLInService允许维护位返回,形成 “请求 - 执行 - 确认” 闭环。 - 分段流程控制:程序段 5 通过
#CFG_Seg_Total配置轨迹段数量,并同步至 HMI 显示#Hmi.MSegNo,支持复杂工艺的分步执行;程序段 42 通过GATHER_BLK收集最后完成的段编号#SegmentFinish,与总段数对比判断工作循环完成。
- 服务触发机制:当
-
工艺功能集成
- 焊点计数与涂胶控制:程序段 11 通过
#Date.PI.Spot累计焊点数量,支持 HMI 实时显示与计数重置;程序段 9 通过#GlueShow信号控制抓手涂胶展示位移动,结合#Date.PIAIGlue确认位置,实现工艺可视化控制。 - 修模计算:程序段 44 通过
#TipDresvle变量计算修模量,支持电极磨损量的精确管理,确保焊接工艺稳定性。
- 焊点计数与涂胶控制:程序段 11 通过
-
安全与状态监控
- 故障报警系统:程序段 18 与 45 集成 16 类报警信号(如电池报警
#AlarmB.82、气压报警#Date.PIAIER),通过#AlarmB.81-89编码触发连锁反应,急停信号#FrSafety.ES_OK可中断所有动作。 - 干涉防护:程序段 22-27 通过
#AutoStop_1-3检测机器人闯入干涉区(#Date.F.OutSeg与#Date.Po.RunSeg不匹配),触发#Zone5top暂停并屏蔽空间干涉,保障设备安全。
- 故障报警系统:程序段 18 与 45 集成 16 类报警信号(如电池报警
5.3、应用价值:工业自动化的柔性升级
在汽车焊接生产线中,OP80 程序的典型应用场景包括:
- 多车型混线生产:通过车型解析模块快速切换机器人程序,支持空过、正常生产等模式,适配不同车型的焊接需求。
- 人机协同交互:通过 HMI 实时显示机器人状态(程序号
#Hmi.FrRbt.PgNo、输出段#Hmi.FrRbtOut),并支持触摸屏控制速度选择与路径规划,提升产线操作灵活性。 - 数据追溯与维护:焊点计数、修模量等工艺数据通过
Serialize序列化技术存储至#Hmi_RbData.PO,为生产追溯与设备维护提供数据支撑。
六、通讯交互程序实例
