工业物联网中的事件驱动采样架构及优化
论文标题
Event-Based Sampling Architecture and Optimization for Industrial Internet of Things
工业物联网中的事件驱动采样架构及优化
作者信息
Tejas Thosani
Process Control Systems, Micron Technology Inc., Manassas, USA
tthosani@micron.com
Andres Prado Espinoza
Equipment Engineering, Micron Technology Inc., Manassas, USA
andresprado@micron.com
Stephanas Lynch
Wets Equipment Engineering, Micron Technology Inc., Manassas, USA
slynch@micron.com
Nick Krumme
Fab Support Engineering, Micron Technology Inc., Manassas, USA
nkrumme@micron.com
Chris Schoeb
CVD Equipment Engineering, Micron Technology Inc., Manassas, USA
cschoeb@micron.com
Aarathi Vadapalli
PVD Process Engineering, Micron Technology Inc., Manassas, USA
avadapalli@micron.com
Joaquin Avila
PVD Equipment Engineering, Micron Technology Inc., Manassas, USA
joaquinavila@micron.com
Brian Silkey
Process Control Systems, Micron Technology Inc., Manassas, USA
bsilkey@micron.com
论文出处
2025 36th Annual SEMI Advanced Semiconductor Manufacturing Conference (ASMC)
DOI: 10.1109/ASMC64512.2025.11010320
©2025 IEEE
摘要
本文提出了一种标准化的工业物联网(IIoT)解决方案,采用事件驱动采样来检测设备故障并防止大规模制造中的产品质量问题。由于工厂中不同的操作条件导致物联网传感器数据分布广泛,仅凭传感器测量数据难以与工厂流程相关联。因此,智能采样数据并结合上下文事件后再进行更严格的控制至关重要。本文介绍的标准化解决方案易于扩展到任何工业物联网场景,因为它基于行业最佳实践设计和优化,并针对实际工厂用例进行了评估。该方案显著降低了服务器CPU消耗,避免了与其他制造系统通信时的消息丢失和连接超时问题。基于上下文的信号噪声比(SNR)优化有助于更严格的流程控制、增强工厂运营,并将故障检测从被动转变为预测性和预防性。
引言
工业物联网传感器用于检测大规模制造中对产品质量有害的设备/流程故障。工厂中的设备按照配方运行不同步骤,这些变化会影响操作条件和物联网传感器的测量结果。由于操作环境的变化,物联网传感器读数的方差增加,需要更宽的控制限来监控。虽然宽控制限有助于避免误报,但可能会错过影响产品质量的实际问题。本文介绍了一种工业物联网架构,通过事件驱动采样来解决这些问题,并利用上下文事件进行智能采样,以提高检测率并减少误报。
架构设计
物联网服务器通过消息队列遥测传输(MQTT)协议接收来自不同来源的上下文事件。由于工业物联网中可能有数千台设备并行发送数据,因此需要设计可扩展的架构以避免连接限制和线程锁定问题。本文比较了两种架构设计:仅连接模式和连接-订阅者模式。通过模拟3000台工业设备的最大压力测试,发现连接-订阅者模式在资源效率、可靠性和可扩展性方面表现更好。最终设计中,每个工艺区域有一个MQTT连接,每个设备型号有一个MQTT订阅者,从而显著减少了连接和订阅者的数量。
方法论
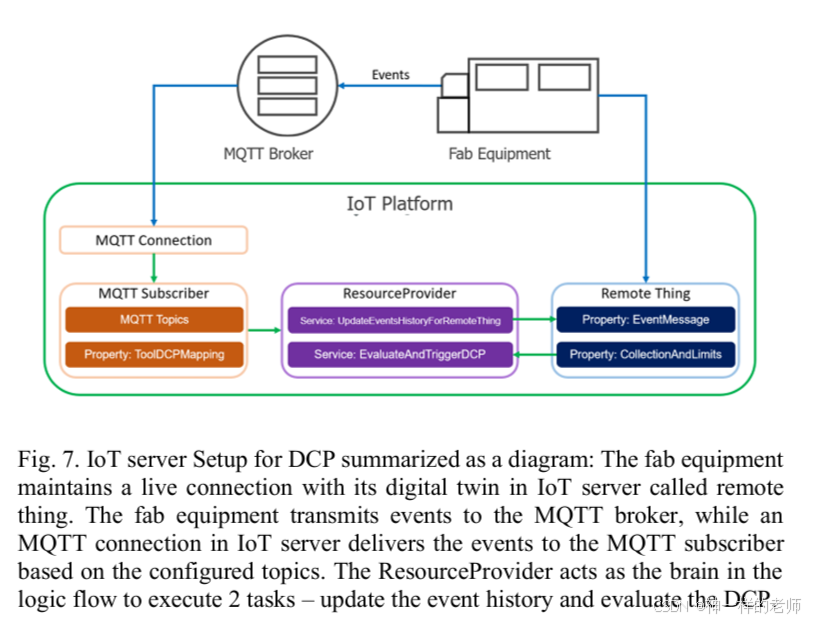
事件驱动采样在物联网服务器中实现为数据采集计划(DCP),管理原始数据采集、基于事件的窗口化、数据汇总分析以及应用统计过程控制(SPC)限值。每台工业设备在物联网服务器中都有一个数字孪生体,包含存储事件消息和数据采集配置的属性。通过JSON键值对配置DCP,将事件和设备与相应的数字孪生体关联。物联网服务器中的资源提供者协调基于事件的采样,通过服务提取和处理DCP事件。
性能优化
-
异步服务和缓存配置:使用异步服务可以独立运行DCP,避免等待数据库读取、数据转换等耗时操作,从而控制CPU利用率并提高多线程处理能力。此外,通过在服务器上缓存配置(如DCP配置)而非从数据库读取,可以减少数据库读取延迟。
-
高数据速率的灵活性:DCP增加了“processWaitDuration”参数,允许在触发DCP请求前等待边缘设备完成文件操作,特别适用于采样率超过1kHz的物联网传感器。此外,增加了“skipWithinNSeconds”参数,以避免频繁触发数据采集,减少存储空间消耗。
-
数据库引擎用于快速计算:利用数据库(尤其是时间序列数据库)的高效聚合函数和库,将数据汇总计算卸载到数据库中,通过API暴露数据库查询,实现快速汇总和实时分析。
结果
-
工厂支持用例:通过事件驱动采样,显著提高了对工厂支持泵的故障检测能力。例如,通过比较滚动时间窗口和基于配方的窗口对泵温度的汇总,发现基于配方的窗口能够更紧凑地分布数据,提高SNR并实现更严格的控制。此外,通过叠加不同配方运行的原始数据,可以清晰地识别异常趋势。
-
湿法处理用例:在湿法处理设备中,通过事件驱动采样,将音频数据汇总与机器人抓取/放置事件关联,显著提高了SNR,减少了误报和不必要的停机时间。
-
物理气相沉积(PVD)用例:在PVD设备中,通过事件驱动采样,将音频信号分解为不同的腔室交接过程,使工厂团队能够为每个腔室设置单独的控制限,检测到感兴趣的异常。
结论
本文提出的事件驱动采样和性能优化框架显著提高了故障检测的实时性、可扩展性和可靠性,满足了工厂的质量标准。通过提前设计架构,避免了性能瓶颈,满足了半导体制造工厂的特定需求。该设计和优化原则可扩展到任何工业物联网场景,通过提高SNR和应用更严格的控制,显著提高了现有检测的可见性,帮助工厂团队实现早期检测和零缺陷的产品质量目标。