openpnp - 贴片前,矫正板子位置时,使用多个mark点的位置并不一定精确(mark点可能板厂做的位置就不准)
文章目录
- openpnp - 贴片前,矫正板子位置时,使用多个mark点的位置并不一定精确(mark点可能板厂做的位置就不准)
- 概述
- 笔记
- 校验板子位置的操作
- 实验 - 用3个mark点来标记板子位置 - 板子定位不准确
- 实验 - 用4个大元件(管脚多,容易找到元件中心位置)来标记板子位置 - 板子定位准确
- 备注
- END
openpnp - 贴片前,矫正板子位置时,使用多个mark点的位置并不一定精确(mark点可能板厂做的位置就不准)
概述
做了一个板子,贴的不准,大IC(e.g. LQFP32的X方向)总是差0.1mm. LQFP32的管脚的空气距离总共就0.2mm, 偏了0.1mm后,相机十字已经贴到另外一个管脚的边上了。这哪行?
板子上有3个mark点。已经很仔细的用这3个mark点定位了板子位置。用顶部相机浏览板子上的所有元件时,管脚多的芯片(e.g. LQFP32)明显看着位置不对,偏差了0.1mm.
原来我的设备的X丝杠有重复定位精度问题,换了TBI2020的丝杠(细长比为50(其实都不到50)),换上后,X轴的重复定位精度问题就解决了。
现在已经确定我的设备没问题(重复定位精度没问题,从板子上一个元件管脚焊盘的尖角处,向任意方向走一个边长为100mm的正方形,可以很准确的回到起点),坐标文件没问题(是按照pin坐标导出的坐标文件,用自己写的程序重新处理的元件中心坐标(openpnp - convert allegro placement to named csv - v5),已经验证过,不是坐标文件的坐标位置问题)。
到此,我已经无法再从设备硬件上找问题了。如果想要丝杠一点静态挠度都没有,那得换2520/2510的丝杠,现有设备的机械设计已经不兼容了。成本和时间也消耗太大。如果不是重新做一台,实在没法从现有设备上改了。我太难了, 555, 太欺负人了:(
那TMD啥有问题,莫非mark点本身坐标就不准?
试了一下,果真是mark点位置不精确。板厂太坑了。
笔记
如果在贴片前,用顶部相机浏览所有元件时,发现很多元件位置都不准。可以尝试怀疑是否mark点从板厂出来就不准。
可以从板子上找面积比较大,且有多个管脚,且管脚间距比较小的元件(e.g. LQFP这种4面都有管脚的元件),这种很容易调整到元件中心。
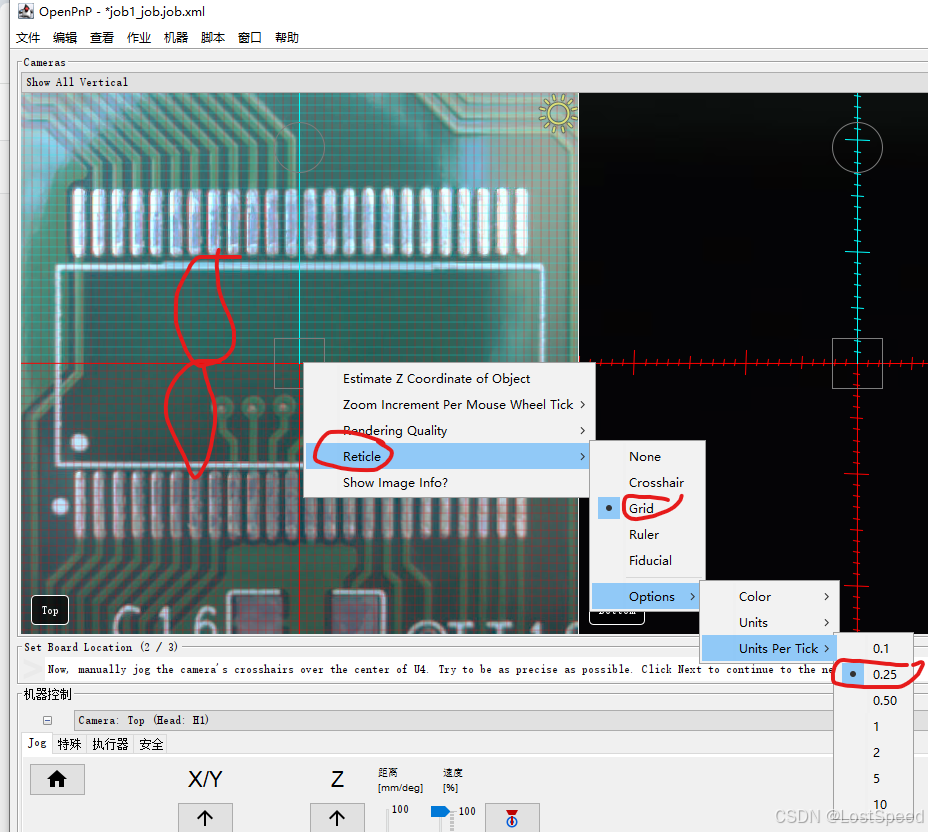
如果板子上没有那么多4面都有管脚的元件,可以将顶部相机标尺改为grid, 每格大小改为0.25mm. 通过数主十字旁边的格子数量来微调顶部相机的十字,也很容易找到元件的中心。我在板子上找了4个IC, 用这4个IC标定板子位置后,再用顶部相机浏览所有元件,基本就准了。有的元件位置不精确时,也不会超过0.1mm. 这个方法好。
设备都是同一台,openpnp软件实验条件都一样(都是在设备标定完的这个状态点),通过3个mark点来标定板子位置,和通过4个IC来标定板子位置,相机中的元件位置差别很大。可以确定是mark点从板厂出来就不精确。
实验本身没啥要记录的,都是常规操作,不过这个问题让困扰了我好久。记录一下留念。
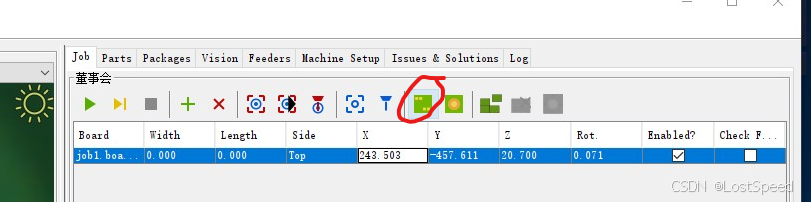
校验板子位置的操作
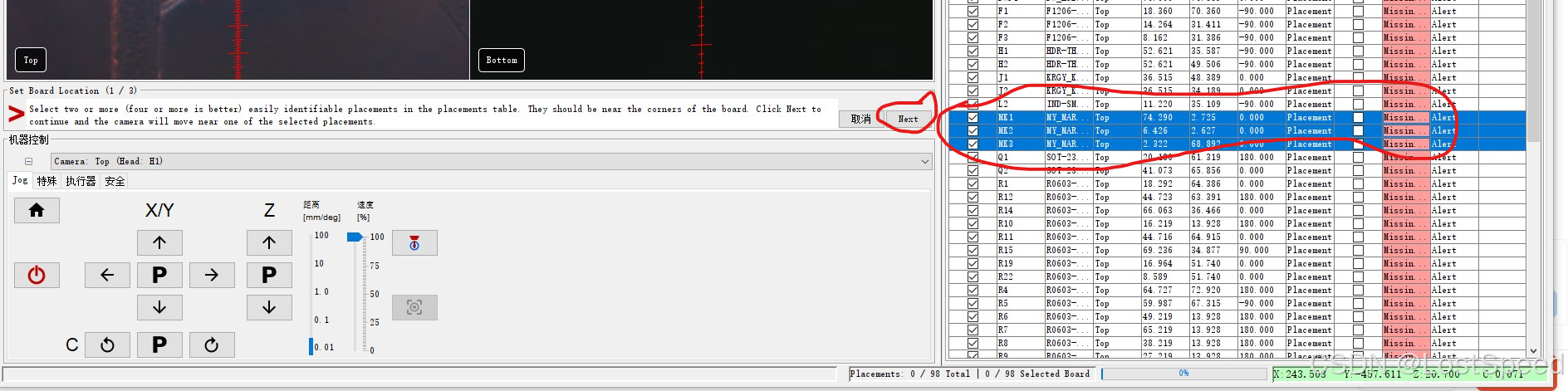
实验 - 用3个mark点来标记板子位置 - 板子定位不准确
看openpnp提示,4个以上的mark点更好。
但是3个点决定一个平面,谁在板子上留4个mark点呢?
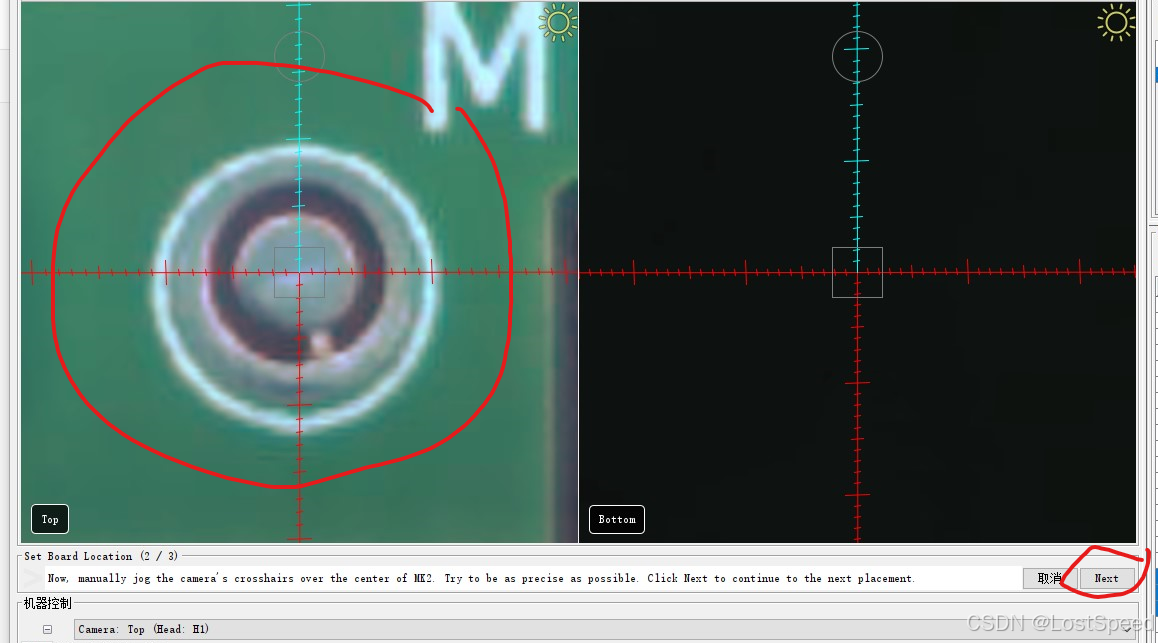
精确定位到MK2, 下一步。
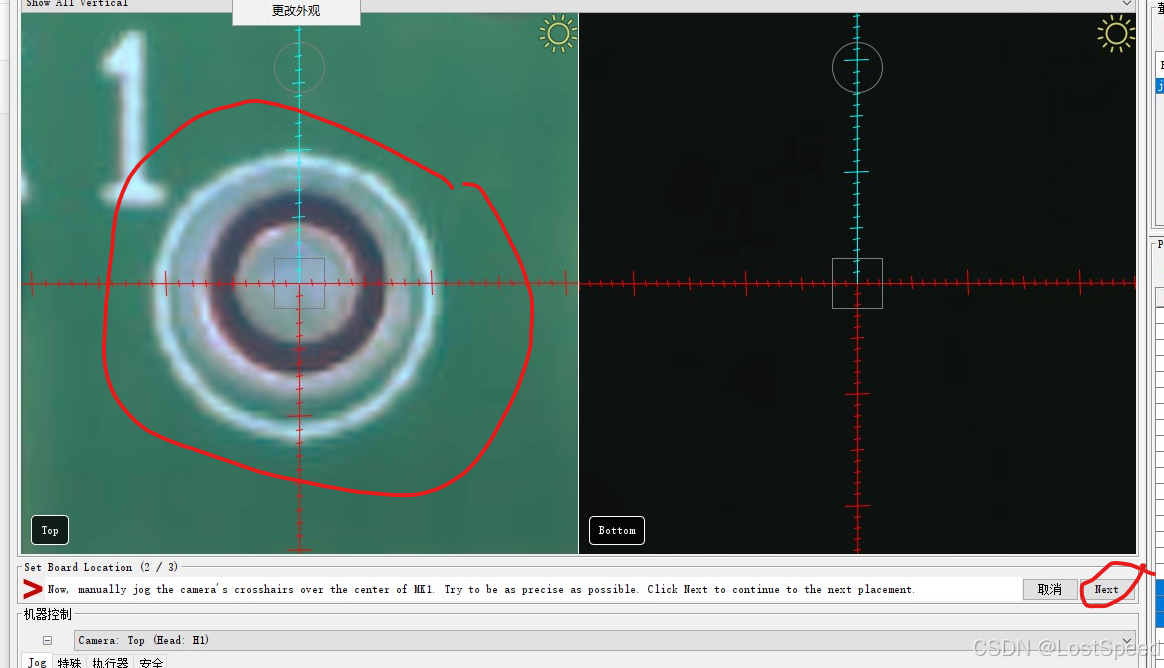
精确定位到MK1, 下一步。
精确定位到MK3, 下一步。
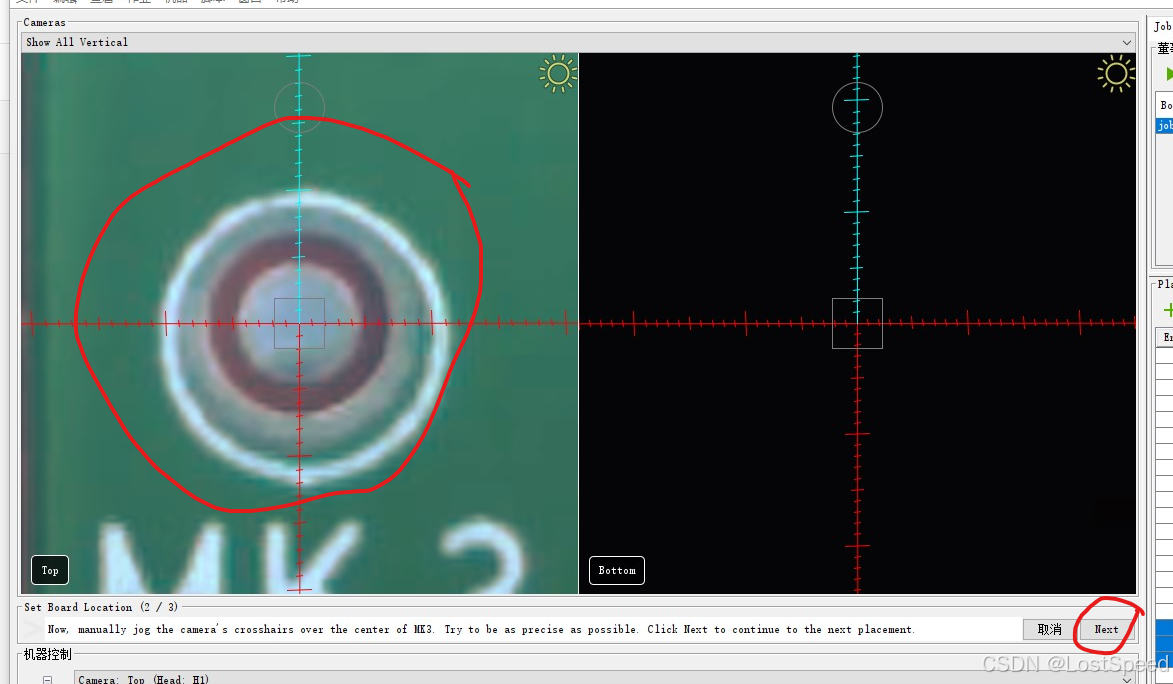
然后点击完成,就完成了基于3个mark点的板子位置矫正。
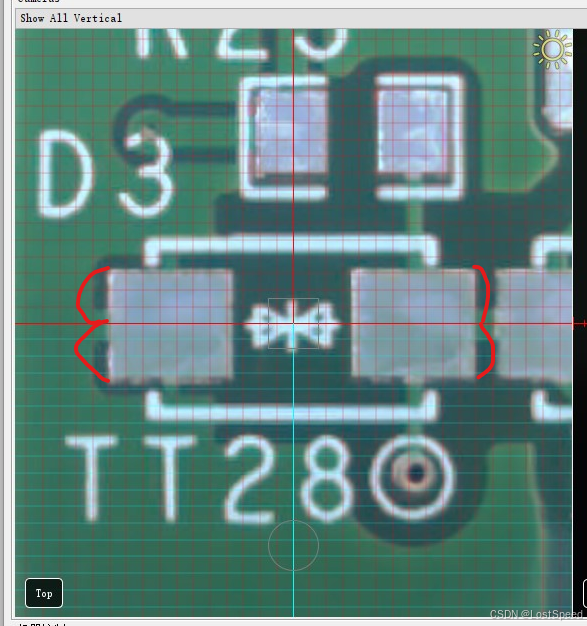
现在浏览到元件,我知道哪个元件位置是偏的,我们就看哪个偏的最离谱的。
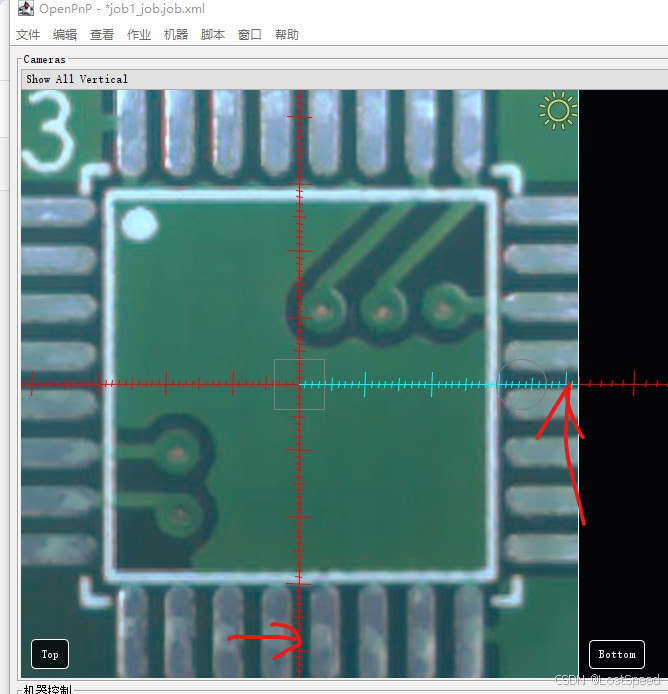
用3个mark点来校验板子位置,即使每次都很精确小心的校验板子位置,但是浏览到元件时,偏的位置好像还不统一。
我以前看这个IC的位置,是相机十字在X方向,贴到了左边管脚的右边。
这次再校验板子位置后,再看,是Y方向贴到了下面管脚的上边。X方向向左边偏,但是偏的不多。
这种情况,如果说完全是mark点坐标从板厂来的不准,也不能完全赖板厂。
不过我调整3个mark点时,位置是很精确的。
但是我的设备重复定位精度没问题啊,如下图。
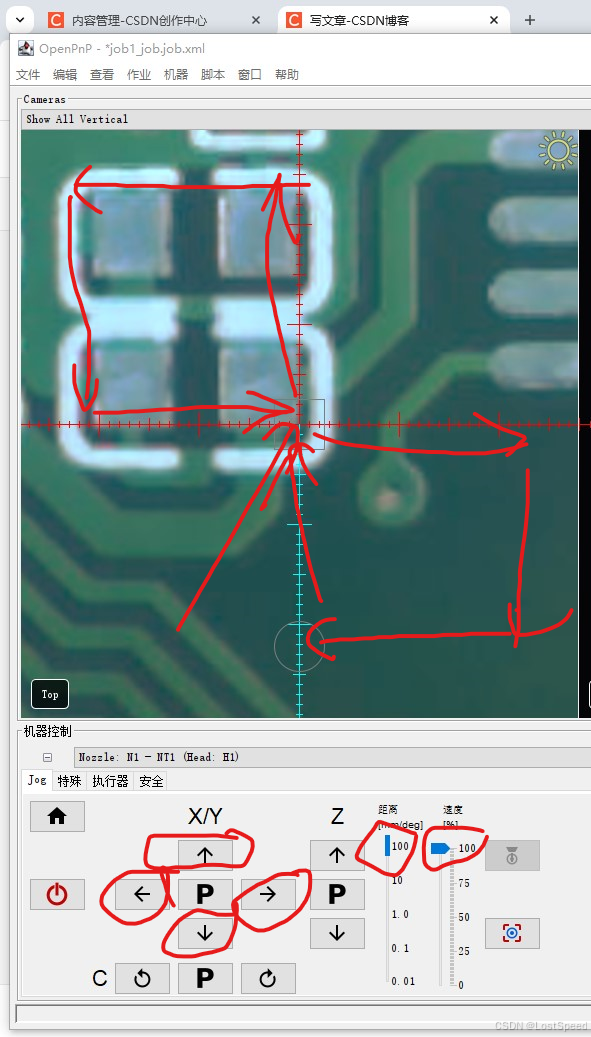
从一个元件的管脚焊盘尖角处,随便向任意方向走一个100mm的正方形,都可以准确的回到起点。这确实说明我设备的重复定位精度没问题。
那我只能赖板厂做的mark点位置不准确。
实验 - 用4个大元件(管脚多,容易找到元件中心位置)来标记板子位置 - 板子定位准确
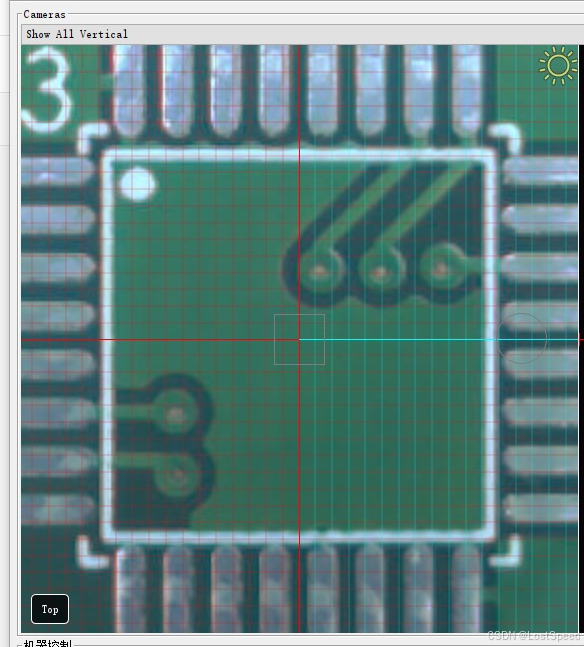
选择容易找元件中心的4个大点的元件,下一步。
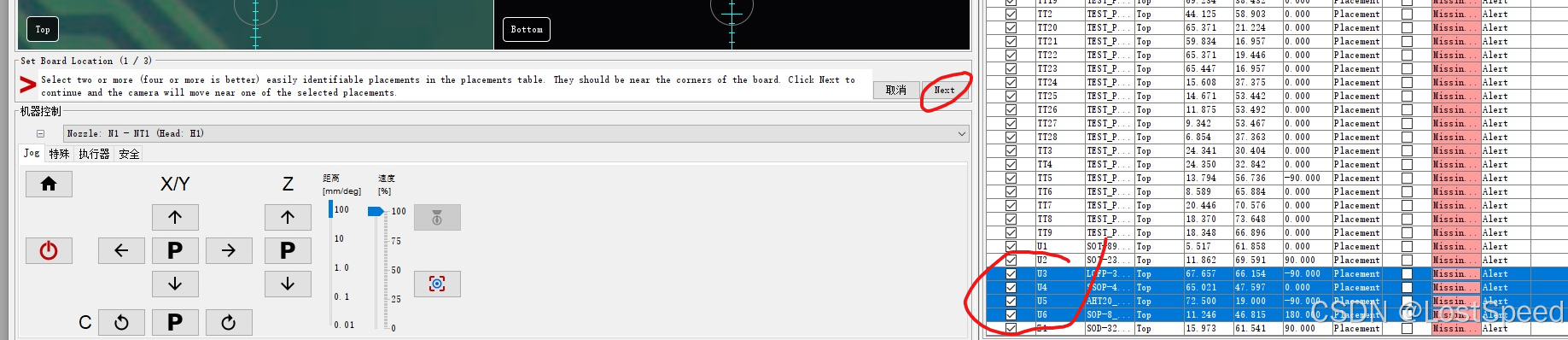
用相机十字选择U3的中心,下一步。
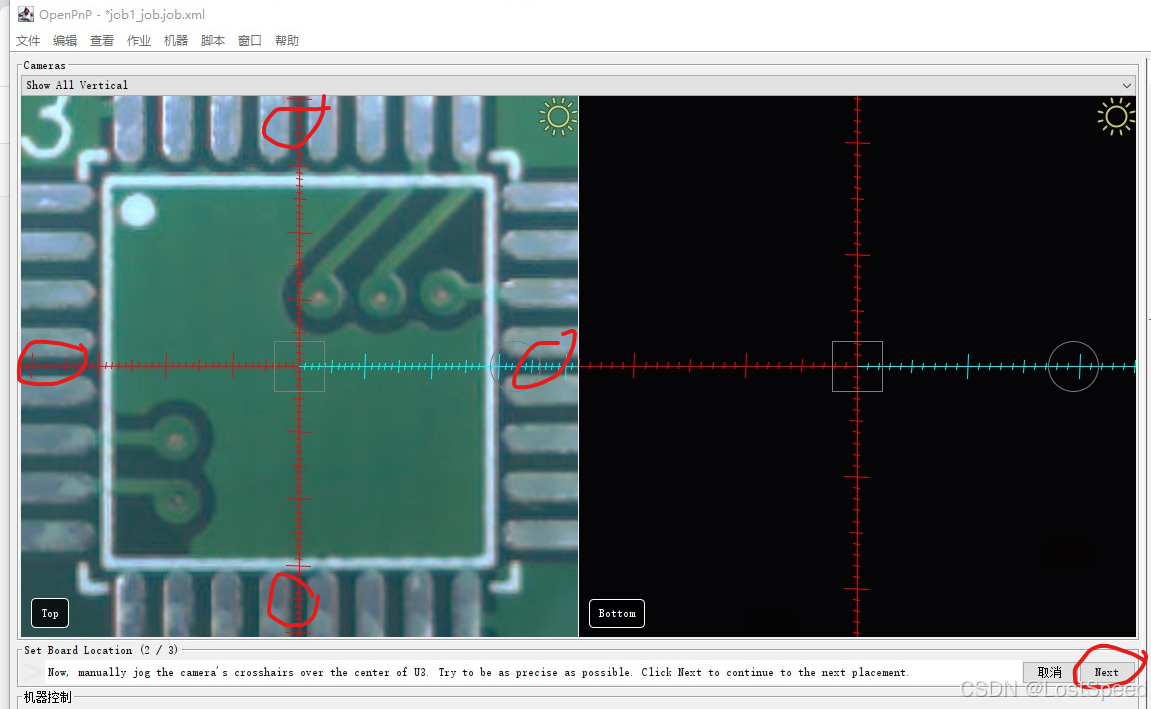
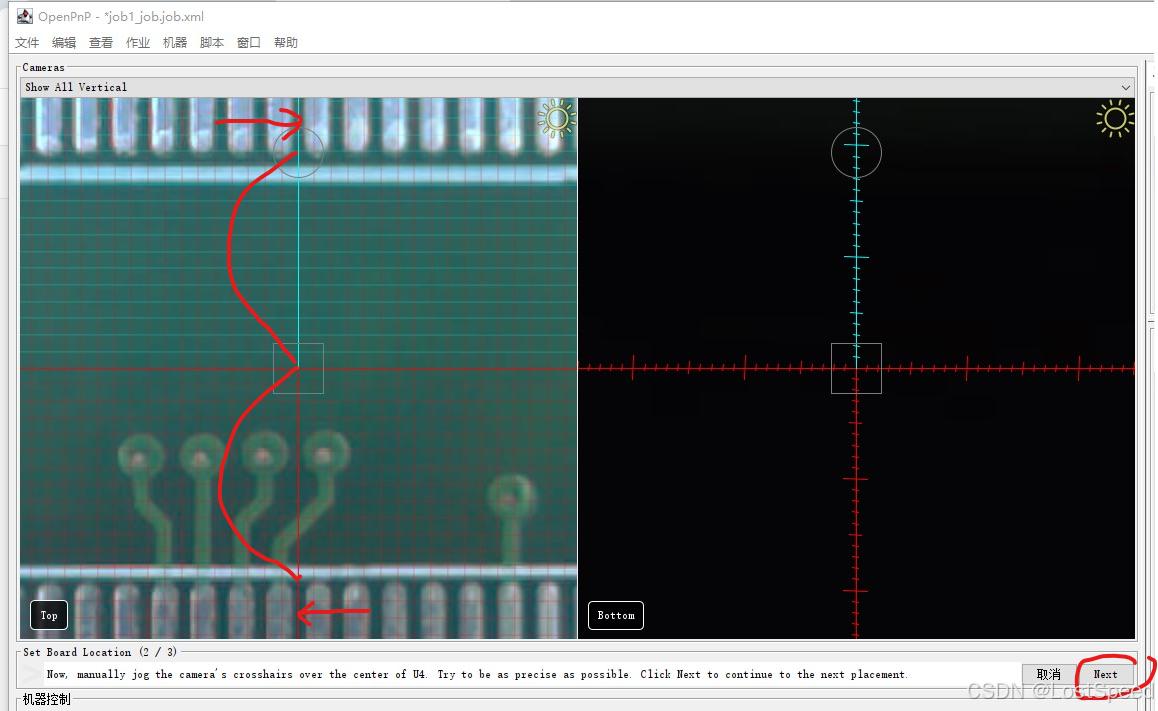
如果选择的元件是只有2边有管脚,不好确定X/Y方向中心坐标时,可以将标尺改为grid, 自己选一个容易数数的格子大小,就可以在主十字线两边数出管脚的对称中心位置了。
调整好U4的中心点,下一步。
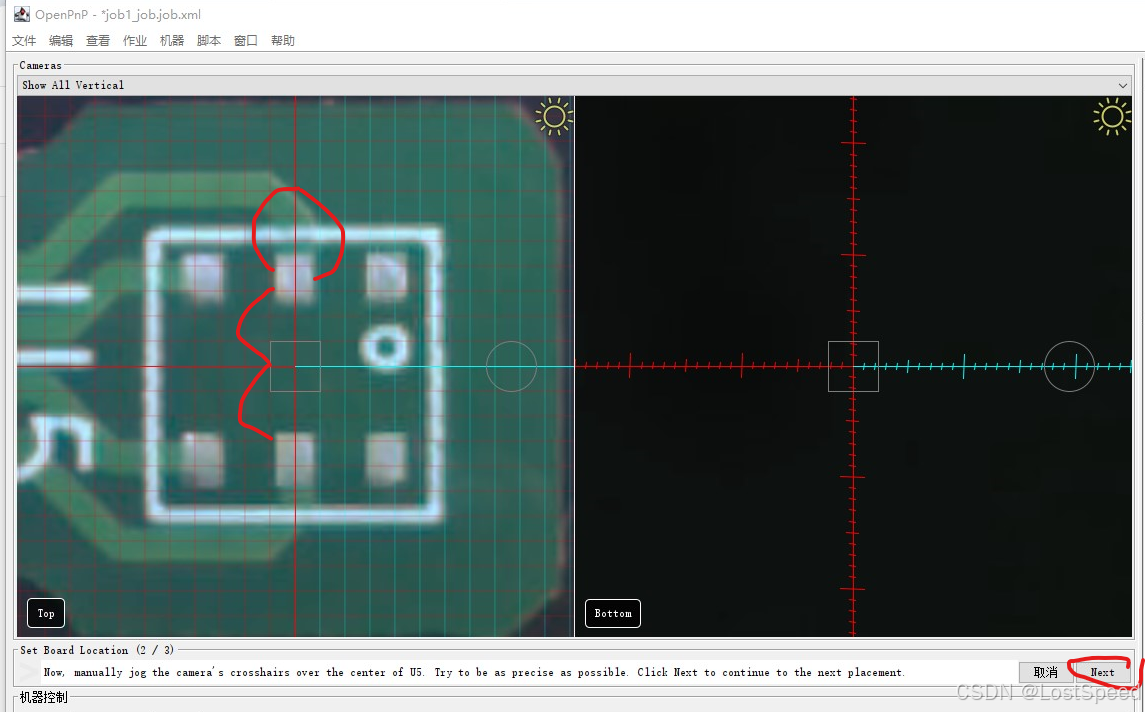
调整好U5的中心点,下一步。
调整好U6的中心点,下一步。
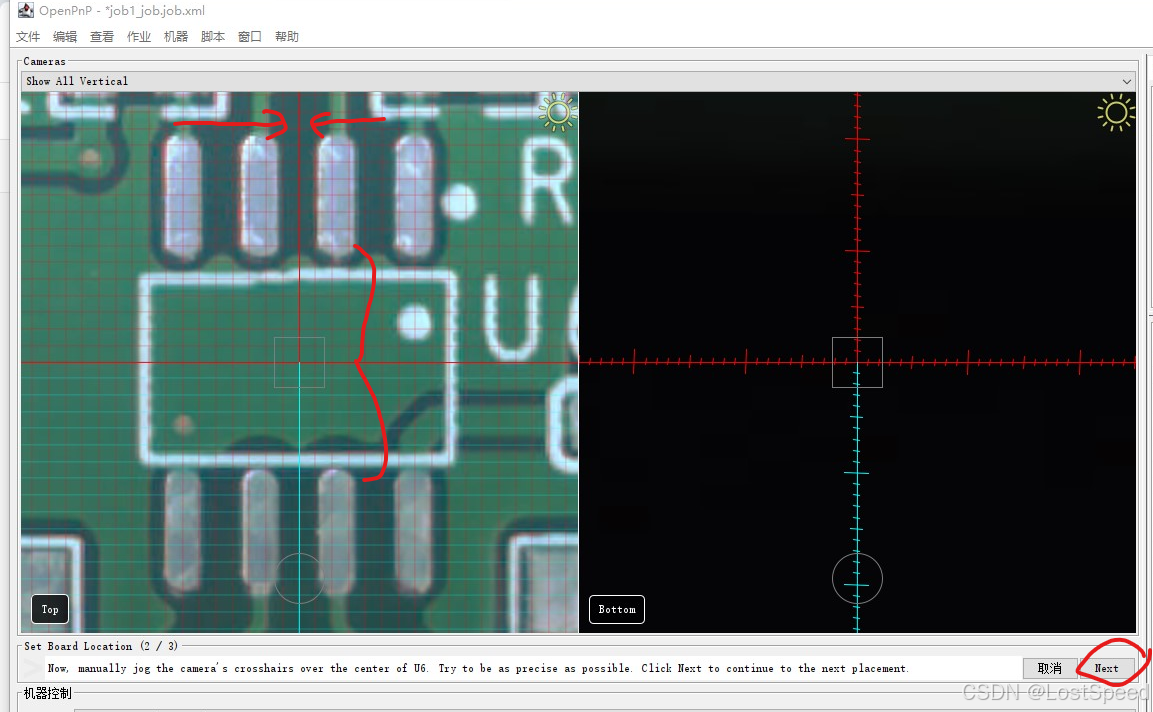
点击完成。
现在去浏览一下所有元件,位置基本都正确,没有眼镜就能看出的偏差值(如果有偏差,偏差值也<0.1mm)。
下面这个元件的Y方向好像差一点,不过,我是不是要赖板厂呢?
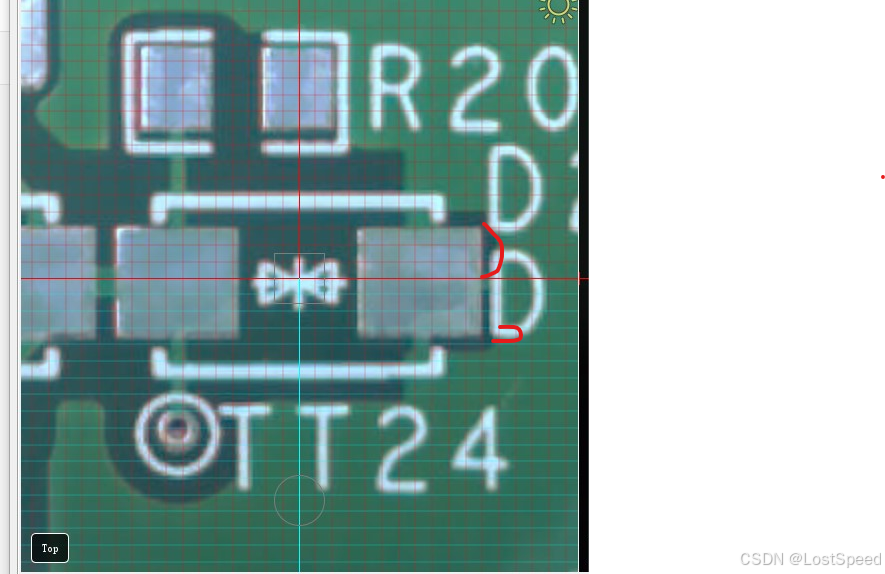
同样的元件,就在TT24边上,这个元件右边焊盘的X位置很准。
右边的Y位置上下是完全对称的。
但是左边焊盘的Y位置,下边就多出来0.1mm.
从这个数据看,不能说我的坐标位置不对,而确实是板厂做的位置不对。这么近的同一个元件的2个焊盘,明显做的大小都不一样。这明显板厂的问题啊。
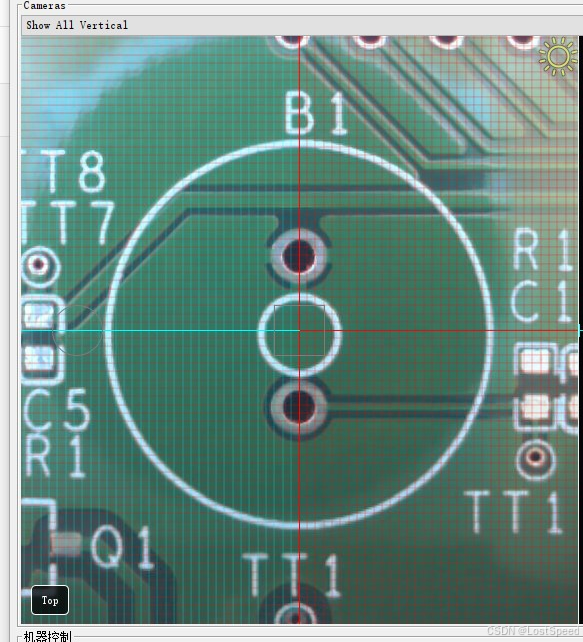
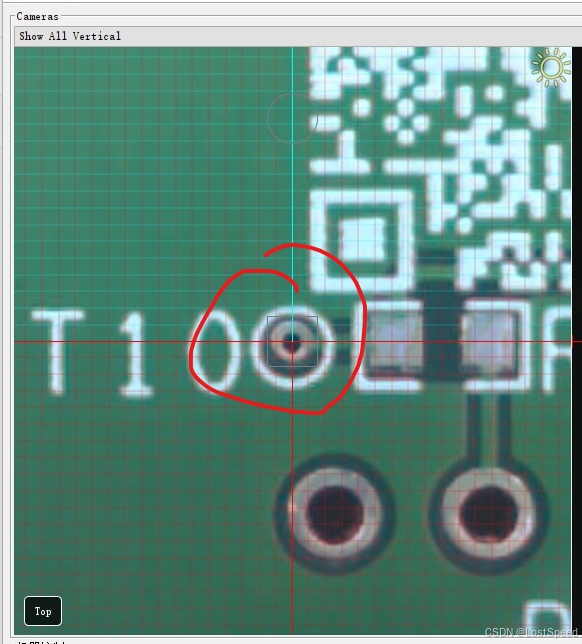
用大元件校验板子位置后,通孔元件的中心位置也明显正确多了。用3个mark点定位时,能明显看出是偏的。
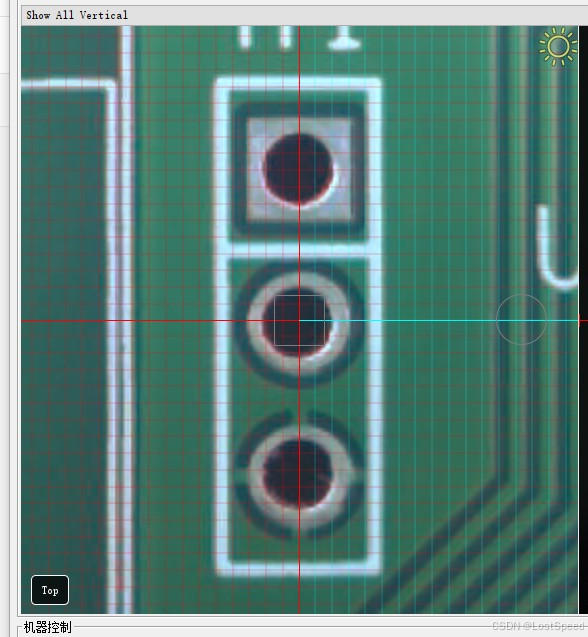
过孔位置也明显比3个mark点时,准多了。
备注
如果贴片位置的预览出了偏差,先分析一下,是不是自己的问题。
如果是自己的问题,就先解决自己发现的自己的问题(e.g. 设备丝杠的重复定位精度不准,坐标文件不准)。
如果确定是板厂的问题(如果是板厂工艺问题,那也不能强求,毕竟我都在JLC做板子。人家焊盘偏一点(或者焊盘大小不一致),也不是啥大问题),可以用多个关键元件(e.g. 不允许贴偏的元件(e.g. 管脚多且密的元件))或者相对较大的元件(管脚多,容易定位元件中心位置)来校验板子位置。
一般,元件位置摆放位置只要不差出0.1mm(0402及以上元件), 就不会因为元件摆放位置的问题引起立碑的回流焊问题。
以前我的老焊工同事,人家有一次人肉摆放元件,1000套小板子,没有一块有立碑的问题。他不可能每个元件的摆放精度都小于0.1mm.
这说明,摆放位置只要不引起管脚连焊,偏一点(只要别偏太多)也不是啥大问题(回流焊时,有虹吸效应,可以将元件的管脚拉到焊盘的中心位置)。
如果是0201封装,摆放的偏差应该不能超过5个丝。
不过如果是贴0201的设备,丝杠的细长比应该选40(丝杠本身没有静态挠度),重复定位精度也能达到+/-1个丝,自然也不会摆偏超过5个丝。
如果还是多个mark点来定位,且使用openpnp设备来贴片,可以根据openpnp校准板子位置时的提示,在板子上留4个以上的mark点(e.g. 4个mark点,或者5个mark点),想一想要留4~5个makr点, 就感觉openpnp的作者太疯狂了。